
Page 113 - DieAndMoldUserGuide_2017_RU
P. 113
Как и в случае семейств сферических фрез с одной сменной пластиной, для производства
СМП DROPMILL используется твёрдый сплав марок IC908, IC928 и IC328.
В таблице 73 представлены значения базовой скорости резания. При фрезеровании
сферическими фрезами DROPMILL ширина резания обычно не превышает 30% номинального
диаметра инструмента для черновых проходов, а для получистовых и чистовых проходов она
намного меньше. В случае же тяжелонагруженного фрезерования со значительной шириной
резания или при выполнении паза в сплошном материале с глубиной резания более четверти
диаметра для пластин вида QT и более трети диаметра для пластин вида CS табличные
значения следует уменьшить на 10-20%.
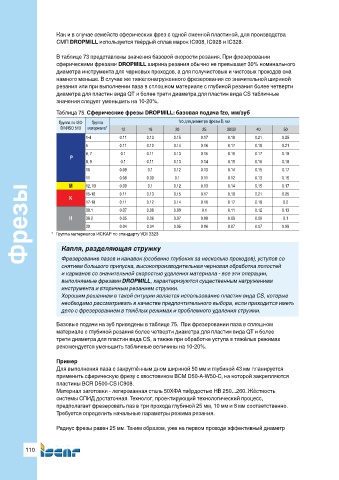
Таблица 75. Сферические фрезы DROPMILL: базовая подача fzo, мм/зуб
Группа по ISO Группа fzo для диаметра фрезы D, мм
DIN/ISO 513 материала* 12 16 20 25 30/32 40 50
1-4 0.11 0.13 0.15 0.17 0.18 0.21 0.25
5 0.11 0.12 0.14 0.16 0.17 0.18 0.21
6, 7 0.1 0.11 0.13 0.15 0.16 0.17 0.19
P
8, 9 0.1 0.11 0.13 0.14 0.15 0.16 0.18
10 0.09 0.1 0.12 0.13 0.14 0.15 0.17
11 0.08 0.09 0.12 0.11 0.12 0.13 0.15
0.1
Фрезы * Группа материалов ИСКАР по стандарту VDI 3323 0.14 0.16 0.17 0.18 0.13
12, 13
M
0.09
0.15
0.17
0.14
0.1
0.13
0.13
0.15
15-16
0.11
0.21
0.25
0.17
0.18
K
17-18
0.12
0.11
0.2
0.1
0.11
0.07
38.1
0.12
0.09
0.08
H
0.07
0.06
0.1
0.05
38.2
0.09
0.09
0.08
0.07
0.08
0.05
0.06
0.07
0.04
0.04
39
Капля, разделяющая стружку
Фрезерование пазов и канавок (особенно глубоких за несколько проходов), уступов со
снятием большого припуска, высокопроизводительная черновая обработка полостей
и карманов со значительной скоростью удаления материала - все эти операции,
выполняемые фрезами DROPMILL, характеризуются существенным нагружением
инструмента и вторичным резанием стружки.
Хорошим решением в такой ситуции является использование пластин вида CS, которые
необходимо рассматривать в качестве предпочтительного выбора, если приходится иметь
дело с фрезерованием в тяжёлых режимах и проблемного удаления стружки.
Базовые подачи на зуб приведены в таблице 75. При фрезеровании паза в сплошном
материале с глубиной резания более четверти диаметра для пластин вида QT и более
трети диаметра для пластин вида CS, а также при обработке уступа в тяжёлых режимах
рекомендуется уменьшить табличные величины на 10-20%.
Пример
Для выполнения паза с закруглённым дном шириной 50 мм и глубиной 43 мм планируется
применить сферическую фрезу с хвостовиком BCM D50-A-W50-C, на которой закрепляются
пластины BCR D500-CS IC908.
Материал заготовки - легированная сталь 50ХФА твёрдостью HB 250...260. Жёсткость
системы СПИД достаточная. Технолог, проектирующий технологический процесс,
предполагает фрезеровать паз в три прохода глубиной 25 мм, 10 мм и 8 мм соответственно.
Требуется определить начальные параметры режима резания.
Радиус фрезы равен 25 мм. Таким образом, уже на первом проходе эффективный диаметр
110