
Page 91 - DieAndMoldUserGuide_2017_RU
P. 91
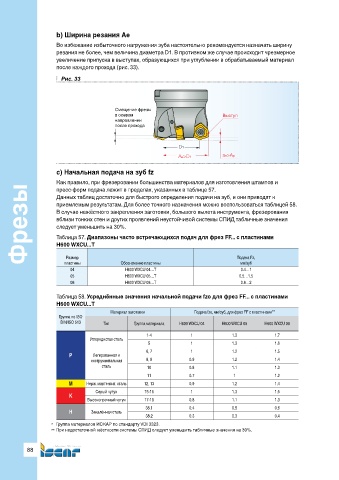
b) Ширина резания Ае
Во избежание избыточного нагружения зуба настоятельно рекомендуется назначать ширину
резания не более, чем величина диаметра D1. В противном же случае происходит чрезмерное
увеличение припуска в выступах, образующихся при углублении в обрабатываемый материал
после каждого прохода (рис. 33).
Рис. 33
Смещение фрезы
в осевом Выступ
направлении
после прохода
D1
Ae>D1 ae>Ap
c) Начальная подача на зуб fz
Как правило, при фрезеровании большинства материалов для изготовления штампов и
Фрезы приемлемым результатам. Для более точного назначения можно воспользоваться таблицей 58.
пресс-форм подача лежит в пределах, указанных в таблице 57.
Данных таблиц достаточно для быстрого определения подачи на зуб, и они приводят к
В случае нежёсткого закрепления заготовки, большого вылета инструмента, фрезерования
вблизи тонких стен и других проявлений неустойчивой системы СПИД табличные значения
следует уменьшить на 30%.
Таблица 57. Диапазоны часто встречающихся подач для фрез FF... с пластинами
H600 WXCU...T
Размер
пластины
мм/зуб
0.4…1
04 Обозначение пластины Подача Fz,
H600 WXCU 04…T
05 H600 WXCU 05…T 0.5…1.5
08 H600 WXCU 08…T 0.6…2
Таблица 58. Усреднённые значения начальной подачи fzo для фрез FF... с пластинами
H600 WXCU...T
Материал заготовки Подача fzo, мм/зуб, для фрез FF с пластинами**
Группа по ISO
DIN/ISO 513 Тип Группа материала H600 WXCU 04 H600 WXCU 05 H600 WXCU 08
1-4 1 1.3 1.7
Углеродистая сталь
5 1 1.3 1.6
6, 7 1 1.2 1.5
P Легированная и
инструментальная 8, 9 0.9 1.2 1.4
сталь 10 0.8 1.1 1.3
11 0.7 1 1.2
M Нерж. мартенсит. сталь 12, 13 0.9 1.2 1.4
Серый чугун 15-16 1 1.3 1.6
K
Высокопрочный чугун 17-18 0.8 1.1 1.3
38.1 0.4 0.5 0.6
H Закалённая сталь
38.2 0.3 0.3 0.4
* Группа материалов ИСКАР по стандарту VDI 3323.
** При недостаточной жёсткости системы СПИД следует уменьшить табличные значения на 30%.
88