
Page 111 - HOLE_MAKING_CATALOG_INCH_2022_P1-P186
P. 111
USER GUIDE
INDEXABLE DRILLS
Insert Clamping Instructions
1 2 3
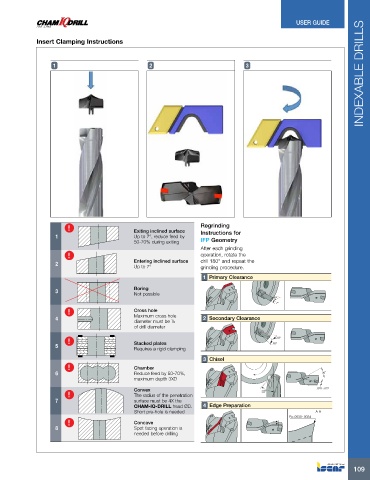
! Exiting inclined surface Regrinding
1 Up to 7°, reduce feed by Instructions for
50-70% during exiting IFP Geometry
After each grinding
! operation, rotate the
2 Entering inclined surface drill 180° and repeat the
Up to 7° grinding procedure.
1 Primary Clearance
3 Boring
Not possible
! Cross hole
4 Maximum cross hole 2 Secondary Clearance
diameter must be ¼
of drill diameter
! 20°
5 Stacked plates 20°
Requires a rigid clamping
3 Chisel
! Chamber
6 Reduce feed by 50-70%, 30˚
maximum depth 3XD
Convex .020 -.022
! The radius of the penetration
7 surface must be 4X the
CHAM-IQ-DRILL head ØD. 4 Edge Preparation
Short pre-hole is needed A-A
R=.0030-.0034
! Concave
8 Spot facing operation is
needed before drilling
109