
Page 119 - HOLE_MAKING_CATALOG_INCH_2022_P237-P372
P. 119
GDV Weldon (W) Type Cylindrical (C) Type Whistle Notch (S) Type
LS
Shanks for SUMOGUN
Modular Gundrills with THSZWS DCONMSg6
Threaded Connection GUNDRILLS
Designation THSZWS DCONMS Shank (1) LS
GDV56-MF16X1-I-WN.75" MF16X1 .750 S 2.75
GDV99-MF16X1-I-W.75" MF16X1 .750 W 2.75
GDV10-MF16X1-M-C20 MF16X1 .787 C 1.97
GDV22-MF16X1-M-W20 MF16X1 .787 W 1.97
GDV80-MF16X1-I-WN1.00" MF16X1 1.000 WN 2.75
GDV11-MF20X1-M-C25 MF20X1 .984 C 2.20
GDV23-MF20X1-M-W25 MF20X1 .984 W 2.20
GDV57-MF20X1-M-WN25 MF20X1 .984 S 2.76
GDV100-MF20X1-I-W1.00" MF20X1 1.000 W 2.28
GDV58-MF20X1-I-WN1.00" MF20X1 1.000 S 2.75
GDV101-MF20X1-I-W1.25" MF20X1 1.250 W 2.28
GDV97-MF20X1-I-C1.25" MF20X1 1.250 C 2.28
GDV12-MF20X1-M-C32 MF20X1 1.260 C 2.36
GDV24-MF20X1-M-W32 MF20X1 1.260 W 2.36
GDV13-MF20X1-M-C40 MF20X1 1.575 C 2.76
GDV25-MF20X1-M-W40 MF20X1 1.575 W 2.76
(1) W-Weldon, C-Cylindrical, S-Whistle notch 15°, WN-Whistle notch
For tools, see pages: MNSNT (354)
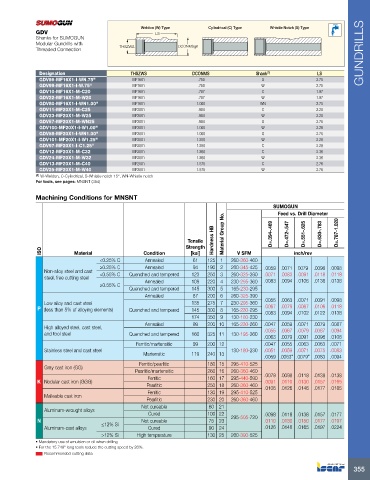
Machining Conditions for MNSNT
SUMOGUN
Feed vs. Drill Diameter
Tensile Hardness HB Material Group No. D=.394-.469 D=.472-.547 D=.551-.625 D=.630-.783 D=.787-1.020
Strength
ISO Material Condition [ksi] V SFM inch/rev
<0.25% C Annealed 61 125 1 260-360-460
≥0.25% C Annealed 94 190 2 260-345-425 .0059 .0071 0079 .0098 .0098
Non-alloy steel and cast
steel, free cutting steel <0.55% C Quenched and tempered 123 250 3 260-325-390 .0071 .0083 .0091 .0118 .0118
.0083 .0094 .0106 .0138 .0138
220 4
109
Annealed
230-295-360
≥0.55% C
Quenched and tempered 145 300 5 165-230-295
Annealed 87 200 6 260-325-390
Low alloy and cast steel 135 275 7 230-295-360 .0055 .0063 .0071 .0091 .0098
P (less than 5% of alloying elements) Quenched and tempered 145 300 8 165-230-295 .0067 .0079 .0087 .0106 .0118
.0083 .0094 .0102 .0122 .0138
174 350 9 130-180-230
Annealed 99 200 10 165-230-260 .0047 .0059 .0071 .0079 .0087
High alloyed steel, cast steel, .0055 .0067 .0079 .0087 .0094
and tool steel Quenched and tempered 160 325 11 130-195-260
.0063 .0079 .0091 .0098 .0106
Ferritic/martensitic 99 200 12 .0047 .0055 .0063 .0063 .0071
Stainless steel and cast steel 130-180-230 .0051 .0059 .0071 .0075 .0083
Martensitic 119 240 13
.0059 .0063" .0079" .0083 .0094
Ferritic/pearlitic 180 15 295-410-525
Gray cast iron (GG)
Pearlitic/martensitic 260 16 260-360-460
Ferritic 160 17 295-440-590 .0079 .0098 .0118 .0138 .0138
K Nodular cast iron (GGG) .0091 .0110 .0130 .0157 .0165
Pearlitic 250 18 260-360-460 .0106 .0126 .0146 .0177 .0185
Ferritic 130 19 295-410-525
Malleable cast iron
Pearlitic 230 20 260-360-460
Not cureable 60 21
Aluminum-wrought alloys
Cured 100 22 .0098 .0118 .0138 .0157 .0177
N ≤12% Si Not cureable 75 23 295-505-720 .0110 .0130 .0150 .0177 .0197
Aluminum-cast alloys Cured 90 24 .0126 .0146 .0165 .0197 .0224
>12% Si High temperature 130 25 260-390-525
• Mandatory use of emulsion or oil when drilling
• For the 15.748” long tools reduce the cutting speed by 20%.
Recommended cutting data
355