
Page 21 - HOLE_MAKING_CATALOG_INCH_2022_P373-P446
P. 21
USER GUIDE
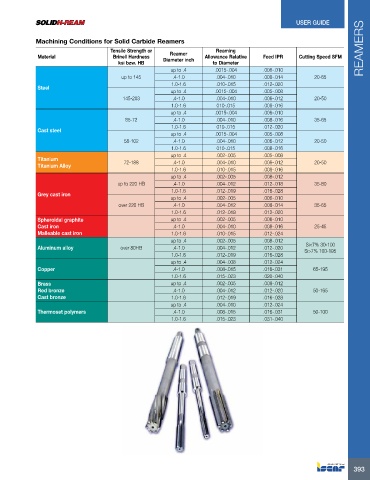
Machining Conditions for Solid Carbide Reamers
Tensile Strength or Reaming REAMERS
Reamer
Material Brinell Hardness Diameter inch Allowance Relative Feed IPR Cutting Speed SFM
ksi bzw. HB to Diameter
up to .4 .0015-.004 .006-.010
up to 145 .4-1.0 .004-.010 .008-.014 20-65
1.0-1.6 .010-.015 .012-.020
Steel
up to .4 .0015-.004 .005-.008
145-203 .4-1.0 .004-.010 .006-.012 20-50
1.0-1.6 010-.015 .008-.016
up to .4 .0015-.004 .006-.010
85-72 .4-1.0 .004-.010 .008-.016 35-65
1.0-1.6 010-.015 .012-.020
Cast steel
up to .4 .0015-.004 .005-.008
58-102 .4-1.0 .004-.010 .006-.012 20-50
1.0-1.6 010-.015 .008-.016
up to .4 .002-.005 .005-.008
Titanium
Titanium Alloy 72-188 .4-1.0 .004-.010 .006-.012 20-50
1.0-1.6 .010-.015 .008-.016
up to .4 .002-.005 .008-.012
up to 220 HB .4-1.0 .004-.012 .012-.018 35-80
1.0-1.6 .012-.019 .016-.028
Grey cast iron
up to .4 .002-.005 .006-.010
over 220 HB .4-1.0 .004-.012 .008-.014 35-65
1.0-1.6 .012-.019 .012-.020
Spheroidal graphite up to .4 .002-.005 .006-.010
Cast iron .4-1.0 .004-.010 .008-.016 25-45
Malleable cast iron 1.0-1.6 .010-.015 .012-.024
up to .4 .002-.005 .008-.012
Si<7% 30-100
Aluminum alloy over 80HB .4-1.0 .004-.012 .012-.020 Si>7% 100-195
1.0-1.6 .012-.019 .016-.028
up to .4 .004-.008 .012-.024
Copper .4-1.0 .008-.015 .016-.031 65-195
1.0-1.6 .015-.023 .020-.040
Brass up to .4 .002-.005 .008-.012
Red bronze .4-1.0 .004-.012 .012-.020 50-165
Cast bronze 1.0-1.6 .012-.019 .016-.028
up to .4 .004-.010 .012-.024
Thermoset polymers .4-1.0 .008-.015 .016-.031 50-100
1.0-1.6 .015-.023 .031-.040
393