
Page 35 - HOLE_MAKING_CATALOG_INCH_2022_P373-P446
P. 35
USER GUIDE
REAMERS
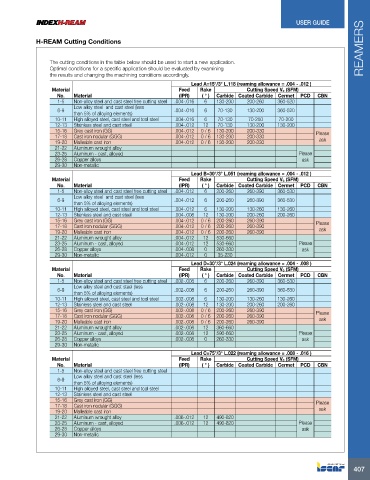
H-REAM Cutting Conditions
The cutting conditions in the table below should be used to start a new application.
Optimal conditions for a specific application should be evaluated by examining
the results and changing the machining conditions accordingly.
Lead A=15°/3° L.118 (reaming allowance = .004 - .012 )
Material Feed Rake Cutting Speed Vc (SFM)
No. Material (IPR) ( ° ) Carbide Coated Carbide Cermet PCD CBN
1-5 Non-alloy steel and cast steel free cutting steel .004-.016 6 130-200 200-260 360-520
Low alloy steel and cast steel (less
6-9 .004-.016 6 70-130 130-200 360-520
than 5% of alloying elements)
10-11 High alloyed steel, cast steel and tool steel .004-.016 6 70-130 70-200 70-200
12-13 Stainless steel and cast steel .004-.012 12 70-130 130-200 130-200
15-16 Grey cast iron (GG) .004-.012 0 / 6 130-200 200-330 Please
17-18 Cast iron nodular (GGG) .004-.012 0 / 6 130-200 200-330
19-20 Malleable cast iron .004-.012 0 / 6 130-200 200-330 ask
21-22 Aluminum wrought alloy
23-25 Aluminum - cast, alloyed Please
26-28 Copper alloys ask
29-30 Non-metallic
Lead B=30°/3° L.051 (reaming allowance = .004 - .012 )
Material Feed Rake Cutting Speed Vc (SFM)
No. Material (IPR) ( ° ) Carbide Coated Carbide Cermet PCD CBN
1-5 Non-alloy steel and cast steel free cutting steel .004-.012 6 200-260 260-390 360-530
Low alloy steel and cast steel (less
6-9 .004-.012 6 200-260 260-390 360-530
than 5% of alloying elements)
10-11 High alloyed steel, cast steel and tool steel .004-.012 6 130-200 130-260 130-260
12-13 Stainless steel and cast steel .004-.008 12 130-200 200-260 200-260
15-16 Grey cast iron (GG) .004-.012 0 / 6 200-260 260-390 Please
17-18 Cast iron nodular (GGG) .004-.012 0 / 6 200-260 260-390
19-20 Malleable cast iron .004-.012 0 / 6 200-260 260-390 ask
21-22 Aluminum wrought alloy .004-.012 12 530-660
23-25 Aluminum - cast, alloyed .004-.012 12 530-660 Please
26-28 Copper alloys .004-.008 0 260-330 ask
29-30 Non-metallic .004-.012 0 35-230
Lead D=30°/3° L.024 (reaming allowance = .004 - .008 )
Material Feed Rake Cutting Speed Vc (SFM)
No. Material (IPR) ( ° ) Carbide Coated Carbide Cermet PCD CBN
1-5 Non-alloy steel and cast steel free cutting steel .002-.008 6 200-260 260-390 360-530
Low alloy steel and cast steel (less
6-9 .002-.008 6 200-260 260-390 360-530
than 5% of alloying elements)
10-11 High alloyed steel, cast steel and tool steel .002-.008 6 130-200 130-260 130-260
12-13 Stainless steel and cast steel .002-.008 12 130-200 200-260 200-260
15-16 Grey cast iron (GG) .002-.008 0 / 6 200-260 260-390 Please
17-18 Cast iron nodular (GGG) .002-.008 0 / 6 200-260 260-390 ask
19-20 Malleable cast iron .002-.008 0 / 6 200-260 260-390
21-22 Aluminum wrought alloy .002-.008 12 360-660
23-25 Aluminum - cast, alloyed .002-.008 12 590-660 Please
26-28 Copper alloys .002-.008 0 260-330 ask
29-30 Non-metallic
Lead C=75°/3° L.022 (reaming allowance = .008 - .016 )
Material Feed Rake Cutting Speed Vc (SFM)
No. Material (IPR) ( ° ) Carbide Coated Carbide Cermet PCD CBN
1-5 Non-alloy steel and cast steel free cutting steel
Low alloy steel and cast steel (less
6-9
than 5% of alloying elements)
10-11 High alloyed steel, cast steel and tool steel
12-13 Stainless steel and cast steel
15-16 Grey cast iron (GG) Please
17-18 Cast iron nodular (GGG)
19-20 Malleable cast iron ask
21-22 Aluminum wrought alloy .006-.012 12 490-820
23-25 Aluminum - cast, alloyed .006-.012 12 490-820 Please
26-28 Copper alloys ask
29-30 Non-metallic
407