
Page 105 - Turning_catalog_INCH_2022_45_P691-914
P. 105
USER GUIDE
THREADING
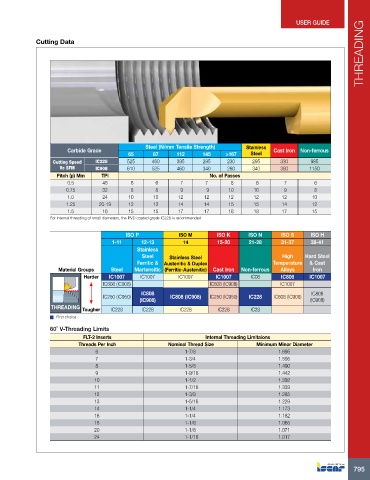
Cutting Data
Steel (N/mm Tensile Strength) Stainless
Carbide Grade Cast Iron Non-ferrous
65 87 112 145 >167 Steel
Cutting Speed IC228 525 460 395 295 230 295 330 985
Vc SFM IC908 610 525 460 340 260 340 380 1150
Pitch (p) Mm TPI No. of Passes
0.5 48 6 6 7 7 8 8 7 6
0.75 32 8 8 9 9 10 10 9 8
1.0 24 10 10 12 12 12 12 12 10
1.25 20-19 12 12 14 14 15 15 14 12
1.5 16 15 15 17 17 18 18 17 15
For internal threading of small diameters, the PVD coated grade IC228 is recommended
ISO P ISO M ISO K ISO N ISO S ISO H
1-11 12-13 14 15-20 21-28 31-37 38-41
Stainless
Steel Stainless Steel High Hard Steel
Ferritic & Austenitic & Duplex Temperature & Cast
Material Groups Steel Martensitic (Ferritic-Austenitic) Cast Iron Non-ferrous Alloys Iron
Harder IC1007 IC1007 IC1007 IC1007 IC08 IC806 IC1007
IC808 (IC908) IC808 (IC908) IC1007
IC808 IC808
IC250 (IC950) IC808 (IC908) IC250 (IC950) IC228 IC808 (IC908)
(IC908) (IC908)
THREADING Tougher IC228 IC228 IC228 IC228 IC28
First choice
60˚ V-Threading Limits
FLT-2 Inserts Internal Threading Limitaions
Threads Per Inch Nominal Thread Size Minimum Minor Diameter
6 1-7/8 1.695
7 1-3/4 1.595
8 1-5/8 1.490
9 1-9/16 1.442
10 1-1/2 1.392
11 1-7/16 1.339
12 1-3/8 1.285
13 1-5/16 1.229
14 1-1/4 1.173
16 1-1/4 1.182
18 1-1/8 1.065
20 1-1/8 1.071
24 1-1/16 1.017
795