
Page 27 - Turning_catalog_INCH_2022_45_P691-914
P. 27
.866
.276
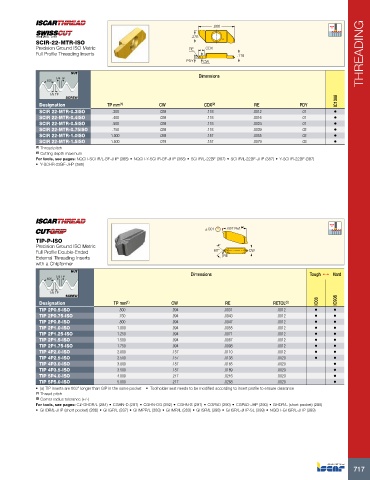
SCIR-22-MTR-ISO
Precision Ground ISO Metric RE CDX
Full Profile Threading Inserts .118 THREADING
PDY CW
NUT
1/4 TP Dimensions
60°
1/8 TP
SCREW
Designation TP mm (1) CW CDX (2) RE PDY IC1008
SCIR 22-MTR-0.3ISO .300 .039 .118 .0012 .01 •
SCIR 22-MTR-0.4ISO .400 .039 .118 .0016 .01 •
SCIR 22-MTR-0.5ISO .500 .039 .118 .0024 .01 •
SCIR 22-MTR-0.75ISO .750 .039 .118 .0039 .02 •
SCIR 22-MTR-1.0ISO 1.000 .059 .157 .0055 .02 •
SCIR 22-MTR-1.5ISO 1.500 .079 .157 .0079 .03 •
(1) Thread pitch
(2) Cutting depth maximum
For tools, see pages: NQCH-SCHR/L-BF-JHP (388) • NQCH-Y-SCHR-BF-JHP (388) • SCHR/L-22BF (387) • SCHR/L-22BF-JHP (387) • Y-SCHR-22BF (387)
• Y-SCHR-22BF-JHP (388)
±.001 .697 Ref. (a)
TIP-P-ISO
Precision Ground ISO Metric
Full Profile Double-Ended 60° CW
External Threading Inserts RE
with a Chipformer
NUT
1/4 TP Dimensions Tough 1 Hard
60°
1/8 TP
SCREW
Designation TP mm (1) CW RE RETOL (2) IC08 IC908
TIP 2P0.5-ISO .500 .094 .0031 .0012 • •
TIP 2P0.75-ISO .750 .094 .0043 .0012 • •
TIP 2P0.8-ISO .800 .094 .0047 .0012 • •
TIP 2P1.0-ISO 1.000 .094 .0055 .0012 • •
TIP 2P1.25-ISO 1.250 .094 .0071 .0012 • •
TIP 2P1.5-ISO 1.500 .094 .0087 .0012 • •
TIP 2P1.75-ISO 1.750 .094 .0098 .0012 • •
TIP 4P2.0-ISO 2.000 .157 .0110 .0012 • •
TIP 4P2.5-ISO 2.500 .157 .0138 .0020 • •
TIP 4P3.0-ISO 3.000 .157 .0165 .0020 •
TIP 4P3.5-ISO 3.500 .157 .0189 .0020 •
TIP 5P4.0-ISO 4.000 .217 .0216 .0020 •
TIP 5P5.0-ISO 5.000 .217 .0268 .0020 •
• (a) TIP inserts are 063" longer than GIP in the same pocket • Toolholder seat needs to be modified according to insert profile to ensure clearance
(1) Thread pitch
(2) Corner radius tolerance (+/-)
For tools, see pages: C#-GHDR/L (284) • CGHN-D (291) • CGHN-DG (292) • CGHN-S (291) • CGPAD (290) • CGPAD-JHP (290) • GHDR/L (short pocket) (285)
• GHDR/L-JHP (short pocket) (286) • GHGR/L (287) • GHMPR/L (283) • GHMR/L (283) • GHSR/L (398) • GHSR/L-JHP-SL (399) • NQCH-GHSR/L-JHP (399)
717