
Page 135 - HOLEMAKING_catalog_JP_2022
P. 135
ユーザーガイド
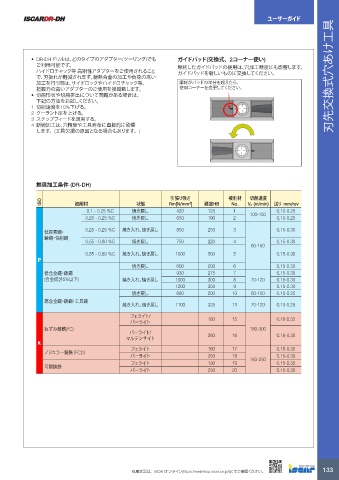
• DR-DHドリルは、どのタイプのアダプター(ツーリング)でも ガイドパッド(交換式、2コーナー使い)
ご利用可能です。 摩耗したガイドパッドの使用は、穴加工精度にも影響します。
ハイドロチャック等 高剛性アダプターをご使用されること ガイドパッドを新しいものに交換してください。
で、刃振れが軽減されます。耐熱合金の加工や負荷の高い 刃先交換式穴あけ工具
加工を行う際は、サイドロックやハイドロチャック等、 摩耗がパッドの半分を超えたら、
把握力の高いアダプターのご使用を推奨致します。 使用コーナーを変更してください。
• 切屑形状や切屑排出について問題がある場合は、
下記の方法をお試しください。
1 切削速度を10%下げる。
2 クーラント圧を上げる。
3 ステップフィードを適用する。
4 断続加工は、穴精度や工具寿命に直接的に影響
します。(工具欠損の原因となる場合もあります。)
推奨加工条件 (DR-DH)
切削速度
引張り強さ
ISO 被削材 状態 Rm[N/mm ] 硬度HB 被削材 Vc (m/min) 送り mm/rev
2
No.
0.1 - 0.25 %C 焼き戻し 420 125 1 0.10-0.25
0.25 - 0.25 %C 焼き戻し 650 190 2 100-150 0.10-0.25
0.25 - 0.25 %C 焼き入れ、焼き戻し 850 250 3 0.15-0.30
低炭素鋼・
鋳鋼・快削鋼
0.55 - 0.80 %C 焼き戻し 750 220 4 0.15-0.30
80-150
0.55 - 0.80 %C 焼き入れ、焼き戻し 1000 300 5 0.15-0.30
P
焼き戻し 600 200 6 0.15-0.30
低合金鋼・鋳鋼 930 275 7 0.15-0.30
(合金成分5%以下) 焼き入れ、焼き戻し 1000 300 8 70-120 0.15-0.30
1200 350 9 0.15-0.30
焼き戻し 680 200 10 80-150 0.10-0.25
高合金鋼・鋳鋼・工具鋼
焼き入れ、焼き戻し 1100 325 11 70-120 0.10-0.25
フェライト/ 180 15 0.18-0.35
パーライト
ねずみ鋳鉄(FC) 180-300
パーライト/ 260 16 0.18-0.35
マルテンサイト
K
フェライト 160 17 0.15-0.30
ノジュラ-鋳鉄(FCD)
パーライト 250 18 150-250 0.15-0.30
フェライト 130 19 0.15-0.35
可鍛鋳鉄
パーライト 230 20 0.15-0.35
133
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
13/09/2022 10:00:09
HOLE MAKING CATALOG_jp.indb 133
HOLE MAKING CATALOG_jp.indb 133 13/09/2022 10:00:09