
Page 140 - HOLEMAKING_catalog_JP_2022
P. 140
ユーザーガイド
刃先交換式穴あけ工具
CHAMRING
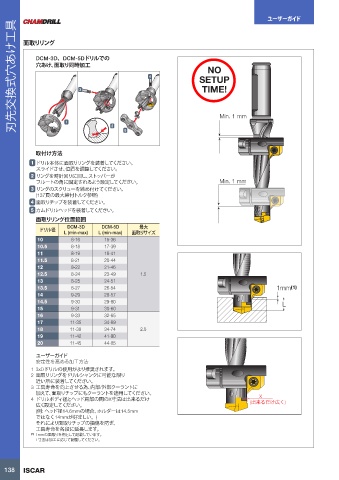
穴あけ、面取同時加工用
面取りリング カムリングホルダー
DCM-3D、DCM-5Dドリルでの
穴あけ、面取り同時加工
NO
SETUP
4
TIME!
3
Min. 1 mm
1
2
5
取付け方法
1 ドリル本体に面取りリングを装着してください。
スライドさせ、位置を調整してください。
2 リングを時計回りに回し、ストッパーが
フルートの角に固定されるよう設定してください。 Min. 1 mm
3 リングのスクリューを締め付けてください。
(137頁の最大締付トルク参照)
4 面取りチップを装着してください。
5 カムドリルヘッドを装着してください。
面取りリング位置範囲
DCM-3D DCM-5D 最大
ドリル径 L (min-max) L (min-max) 面取りサイズ
10 8-16 15-36
10.5 8-18 17-39
11 8-19 18-41
11.5 8-21 20-44
12 8-22 21-46
12.5 8-24 23-49 1.5
13 8-25 24-51
13.5 8-27 26-54 1mm (1)
14 9-29 28-57
14.5 9-30 29-60 L
15 9-31 30-60
16 9-33 32-65
17 11-35 34-69
18 11-38 34-74 2.0
19 11-42 41-80
20 11-45 44-85
ユーザーガイド
安定性を高める加工方法
1 3xDドリルの使用がより推奨されます。
2 面取りリングをドリルシャンクに可能な限り
近い所に装着してください。
3 工具寿命を向上させる為、内部/外部クーラントに
加えて、面取りチップにもクーラントを適用してください。 X
4 ドリルボディ径とヘッド肩部の間のX寸法は出来るだけ (出来るだけ広く)
広く設定してください。
(例: ヘッド径14.6mmの場合、ホルダーは14.5mm
ではなく14mmが好ましい。)
それにより面取りチップの損傷を防ぎ、
工具寿命を各段に延長します。
(1) 1mmの面取りを例として記載しています。
L寸法は加工に応じて調整してください。
138 ISCAR
HOLE MAKING CATALOG_jp.indb 138 13/09/2022 10:00:16
13/09/2022 10:00:16
HOLE MAKING CATALOG_jp.indb 138