
Page 150 - HOLEMAKING_catalog_JP_2022
P. 150
ユーザーガイド
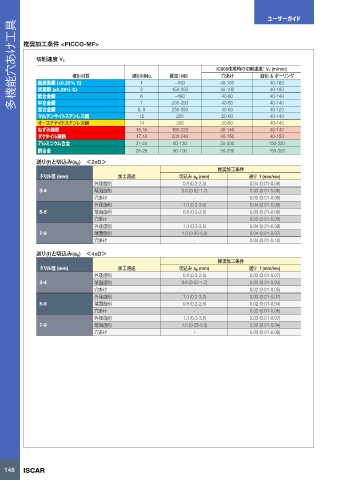
多機能穴あけ工具 推奨加工条件 <PICCO-MF> 被削材No. 硬度(HB) IC908使用時の切削速度:Vc (m/min)
切削速度 Vc
旋削 & ボーリング
被削材質
穴あけ
1
~150
40-180
40-100
低炭素鋼 (<0.25% C)
40-100
2
40-180
炭素鋼 (≥0.25% C)
150-250
6
~180
低合金鋼
40-140
7
40-80
中合金鋼
40-60
40-120
250-350
高合金鋼
20-60
200
40-140
12
マルテンサイトステンレス鋼 8, 9 200-250 40-80 40-140
オーステナイトステンレス鋼 14 200 20-60 40-140
ねずみ鋳鉄 15,16 180-220 40-140 40-140
ダクタイル鋳鉄 17,18 200-240 40-150 40-150
アルミニウム合金 21-24 60-130 50-200 150-320
銅合金 26-28 90-100 50-200 150-320
送り(f)と切込み(ap) <2xD>
推奨加工条件
ドリル径 (mm) 加工用途 切込み ap (mm) 送り f (mm/rev)
外径旋削 0.8 (0.2-2.5) 0.04 (0.01-0.08)
3-4 端面旋削 0.6 (0.02-1.7) 0.03 (0.01-0.06)
穴あけ - 0.02 (0.01-0.06)
外径旋削 1.0 (0.2-3.0) 0.04 (0.01-0.08)
5-6 端面旋削 0.8 (0.2-2.5) 0.03 (0.01-0.06)
穴あけ - 0.03 (0.01-0.08)
外径旋削 1.3 (0.3-3.5) 0.04 (0.01-0.08)
7-8 端面旋削 1.0 (0.25-0.3) 0.04 (0.01-0.07)
穴あけ - 0.04 (0.01-0.10)
送り(f)と切込み(ap) <4xD>
推奨加工条件
ドリル径 (mm) 加工用途 切込み ap (mm) 送り f (mm/rev)
外径旋削 0.8 (0.2-2.5) 0.03 (0.01-0.07)
3-4 端面旋削 0.6 (0.02-1.7) 0.02 (0.01-0.04)
穴あけ - 0.02 (0.01-0.05)
外径旋削 1.0 (0.2-3.0) 0.03 (0.01-0.07)
5-6 端面旋削 0.8 (0.2-2.5) 0.02 (0.01-0.04)
穴あけ - 0.02 (0.01-0.06)
外径旋削 1.3 (0.3-3.5) 0.03 (0.01-0.07)
7-8 端面旋削 1.0 (0.25-0.3) 0.02 (0.01-0.04)
穴あけ - 0.03 (0.01-0.08)
148 ISCAR
13/09/2022 10:00:34
HOLE MAKING CATALOG_jp.indb 148
HOLE MAKING CATALOG_jp.indb 148 13/09/2022 10:00:34