
Page 201 - HOLEMAKING_catalog_JP_2022
P. 201
ユーザーガイド
リル
テクニカルガイド セットアップ ド
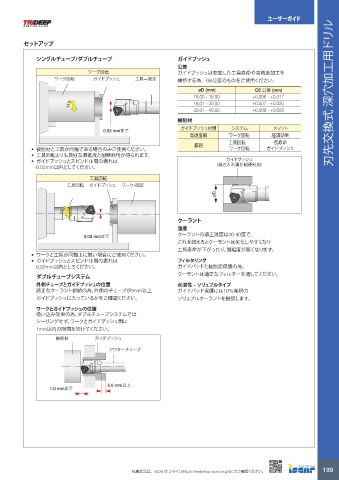
シングルチューブ/ダブルチューブ ガイドブッシュ
公差
ワーク回転 ガイドブッシュは安定した工具寿命や高精度加工を
ワーク回転 ガイドブッシュ 工具―固定
維持する為、G6公差のものをご使用ください。
øD (mm) G6 公差 (mm)
16.00.-.18.00 +0.006.-.+0.017
18.01.-.30.00 +0.007.-.+0.020
30.01.-.40.00 +0.009.-.+0.025 刃先交換式.深穴加工用
被削材
ガイドブッシュ材種 システム メリット
0.02 mmまで
高硬度鋼 ワーク回転 経済効果
工具回転 長寿命
超硬
•. 被削材と工具が同軸である場合のみご使用ください。 ワーク回転 ガイドブッシュ
•. 工具回転よりも良好な直進度と耐摩耗性が得られます。
•. ガイドブッシュとスピンドル間の振れは ガイドブッシュ
0.02mm以内としてください。 (焼き入れ鋼か超硬利用)
工具回転
工具回転 ガイドブッシュ ワーク-固定
¿D
クーラント
温度
クーラントの適正温度は30-40度で、
0.02 mmまで
これを超えるとクーラントは劣化しやすくなり
工具寿命が下がったり、面粗度が悪くなります。
•. ワークと工具が同軸上に無い場合にご使用ください。
•. ガイドブッシュとスピンドル間の振れは フィルタリング
0.02mm以内としてください。 ガイドパッドと被削面保護の為、
クーラントは適正なフィルターを通してください。
ダブルチューブシステム
外側チューブとガイドブッシュの位置 水溶性 - ソリュブルタイプ
適正なクーラント供給の為、外側のチューブが5mm以上 ガイドパッド保護には10%希釈の
ガイドブッシュに入っているかをご確認ください。 ソリュブルクーラントを推奨します。
ワークとガイドブッシュの位置
吸い込み効果の為、ダブルチューブシステムでは
シーリングせず、ワークとガイドブッシュ間に
1mm以内の隙間を空けてください。
被削材 ガイドブッシュ
アウターチューブ
5.0 mm以上
1.0 mmまで
199
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。
HOLE MAKING CATALOG_jp.indb 199 13/09/2022 10:01:53
HOLE MAKING CATALOG_jp.indb 199
13/09/2022 10:01:53