
Page 202 - HOLEMAKING_catalog_JP_2022
P. 202
ユーザーガイド
リル
ド CNC旋盤での穴あけ
刃先交換式 深穴加工用
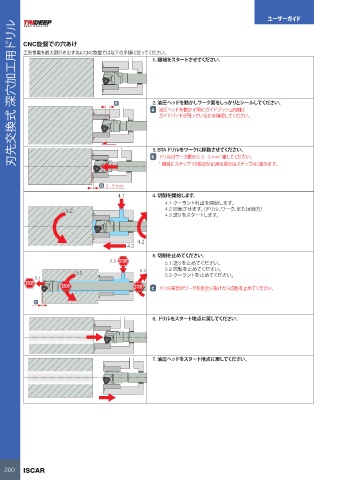
工具性能を最大限引き出す為にCNC旋盤では以下の手順に従ってください。
1. 機械をスタートさせてください。
a 2. 油圧ヘッドを動かしワーク面をしっかりとシールしてください。
a 油圧ヘッドを動かす際にガイドブッシュ内側に
ガイドパッドが残っているかを確認してください。
3. BTAドリルをワークに移動させてください。
b ドリルはワーク面から.3.-.5.mm*.離してください。
*.機械にステップ1の設定が出来る場合はステップ4に進みます。
b 3 - 5 mm
4.1 4. 切削を開始します。
4.1.クーラント吐出を開始します。.
4.2 4.2.回転させます。(ドリル、ワーク、または両方).
4.3.送りをスタートします。
4.2
4.3
5. 切削を止めてください。
5.3 5.1.送りを止めてください。.
5.2 5.2 5.2.回転を止めてください。.
5.1 5.3.クーラントを止めてください。
c ドリル肩部がワークを完全に抜けたら切削を止めてください。.
c
6. ドリルをスタート地点に戻してください。
7. 油圧ヘッドをスタート地点に戻してください。
200 ISCAR
13/09/2022 10:01:54
HOLE MAKING CATALOG_jp.indb 200
HOLE MAKING CATALOG_jp.indb 200 13/09/2022 10:01:54