
Page 276 - HOLEMAKING_catalog_JP_2022
P. 276
ユーザーガイド
リル 技術情報 -
ド ドリル設定 技術情報 - NCサイクル
NCサイクルは、下記に示されているように、適切な工具を安全にする為にご利用ください。.
刃先交換式 深穴加工用
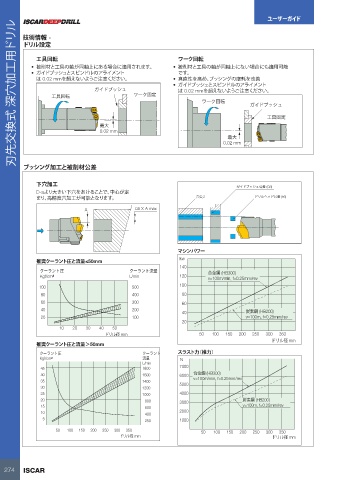
工具回転 ワーク回転 1.サイクル開始
•. 被削材と工具の軸が同軸上にある場合に適用されます。 •. 被削材と工具の軸が同軸上にない場合にも適用可能
•. ガイドブッシュとスピンドルのアライメント です。
は.0.02.mmを超えないようご注意ください。 •. 真直性を高め、ブッシングの摩耗を改善
•. ガイドブッシュとスピンドルのアライメント
ガイドブッシュ は.0.02.mmを超えないようご注意ください。 2.油圧ヘッドがワークに接するまで動かします。
工具回転 ワーク固定
ワーク回転 工具の主軸の開始位置を設定することで、油圧ヘッドが前へ
ガイドブッシュ 移動する際も、ガイドパッドがガイドブッシュ内に残ります。.
工具固定
最大
0.02 mm
最大
0.02 mm
3.ツールをワークに移動します。
被削材の端から、3-5mm工具を動かしてください。.
設備により動作可能な場合は、「1..サイクル開始」の
ブッシング加工と被削材公差 工具原点をこの位置に設定し、加工を開始することも
できます。
3 ˜ 5 mm
下穴加工 ガイドブッシュ公差 (G6) 4.加工開始
D-aより大きい下穴をあけることで、中心が定 •. 切削油供給開始
まり、高精度穴加工が可能となります。 穴公差 ドリルヘッド公差 (h6) •. 回転開始(工具./.被削材./.両方)
•. 送り開始
A 0.5 X A max
5.加工終了
•. 送り停止
•. 回転停止(工具./.被削材./.両方)
•. 切削油供給停止
マシンパワー 被削材の出口端面から工具の外周刃が残って
推奨クーラント圧と流量≤50mm kw いる距離で加工を終了します。
140
クーラント圧 クーラント流量 合金鋼 (HB300)
Kgf/cm 2 L/min 120 v=100m/min, f=0.25mm/rev 6.工具主軸原点復帰
100 500 100
80 400 80
60 300 60
40 200 炭素鋼 (HB200) 7.油圧ヘッド原点復帰
40
20 100 v=100m, f=0.25mm/rev
20
10 20 30 40 50
ドリル径 mm 50 100 150 200 250 300 350
ドリル径 mm
推奨クーラント圧と流量>50mm
クーラント圧 クーラント スラスト力(推力)
Kgf/cm 2 流量 N
L/min
45 1800 7000
40 1600 6000 合金鋼 (HB300)
35 1400 v=100m/min, f=0.25mm/rev
30 1200 5000
25 1000 4000
20 800 3000 炭素鋼 (HB200)
15 600 v=100m, f=0.25mm/rev
10 400 2000
5 1000
250
50 100 150 200 250 300 350 50 100 150 200 250 300 350
ドリル径 mm ドリル径 mm
274 ISCAR
HOLE MAKING CATALOG_jp.indb 274
13/09/2022 10:03:04
HOLE MAKING CATALOG_jp.indb 274 13/09/2022 10:03:04