
Page 280 - HOLEMAKING_catalog_JP_2022
P. 280
ユーザーガイド
リル
ド クーラント ご注文フォーム
刃先交換式 深穴加工用
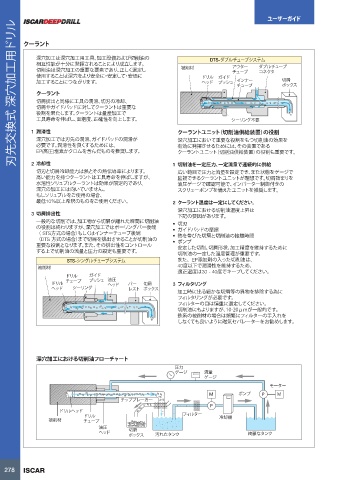
深穴加工は深穴加工用工具、加工設備および切削油の DTS-ダブルチューブシステム
相互性能が十分に発揮されることにより成立します。 アウター ダブルチューブ
切削油は深穴加工の重要な要素であり、正しく選定し 被削材 チューブ コネクタ
使用することは深穴をより安全に・安定して・安価に ドリル ガイド
加工することにつながります。 ヘッド ブッシュ インナー 切屑
チューブ ボックス
クーラント
切屑排出と同様に工具の潤滑、切刃の冷却、
切屑やガイドパッドに対してクーラントは重要な
役割を果たします。クーラントは量産加工で
工具寿命を伸ばし、面粗度、正確性を向上します。 シーリング不要
1 潤滑性 クーラントユニット(切削油供給装置)の役割
深穴加工では刃先の潤滑、ガイドパッドの潤滑が 深穴加工において重要な役割をもつ切削油の効果を
必要です。潤滑性を良くするためには、 有効に発揮させるためには、その装置である
EP(高圧)塩素かクロムを含んだものを推奨します。 クーラントユニット(切削油供給装置)の役割も重要です。
2 冷却性 1 切削油を一定圧力、一定流量で連続的に供給
切刃と切屑冷却能力は熱とその熱伝導率によります。 広い範囲で圧力と流量を設定でき、また状態をゲージで
高い能力を持つクーラントは工具寿命を伸ばしますが、 監視できるクーラントユニットが理想です。切屑詰まりを
水溶性ソリュブルクーラントは効果が限定的であり、 油圧ゲージで確認可能で、インバーター制御付きの
深穴の加工には向いていません。 スクリューポンプを備えたユニットを推奨します。
もしソリュブルをご使用の場合、
最低10%以上希釈のものをご使用ください。 2 クーラント温度は一定にしてください。
深穴加工における切削油温度上昇は
3 切屑排出性
下記の要因があります。
一般的な切削では、加工物から切屑が離れた瞬間に切削油 •. 切刃
の役割は終わりますが、深穴加工ではボーリングバー後端 •. ガイドパッドの摩擦
(.STS方式の場合)もしくはインナーチューブ後端 •. 熱を帯びた切屑と切削油の接触時間
(DTS.方式の場合)まで切屑を排出させることが切削油の •. ポンプ
重要な役割となります。また、その排出性をコントロール 安定した切削、切屑形状、加工精度を維持するために
する上で切削油の流量と圧力の設定も重要です。
切削油の一定した温度管理が重要です。
STS-シングルチューブシステム また、EP添加剤の入った切削油は、
被削材 40度以下で潤滑性を維持するため、
適正温度は30.-.40度でキープしてください。
ドリル ガイド
チューブ ブッシュ 油圧
ドリル ヘッド バー 切屑 3 フィルタリング
ヘッド シーリング レスト ボックス
加工時に出る細かな切屑等の異物を排除する為に.
フィルタリングが必要です。.
フィルターの目は慎重に選定してください。.
切削油にもよりますが、10-20μmが一般的です。.
鉄系の被削材の場合は頻繁にフィルターの手入れを.
しなくても良いように磁気セパレーターをお勧めします。
深穴加工における切削油フローチャート
圧力
ゲージ 流量
ゲージ
モーター
M ポンプ P M
チップブレーカー
P
ドリルヘッド
ドリル フィルター 冷却機
被削材 チューブ
油圧 切屑
ヘッド 綺麗なタンク
ボックス 汚れたタンク
278 ISCAR
13/09/2022 10:03:08
HOLE MAKING CATALOG_jp.indb 278
HOLE MAKING CATALOG_jp.indb 278 13/09/2022 10:03:08