
Page 76 - HOLEMAKING_catalog_JP_2022
P. 76
ユーザーガイド
刃先交換式穴あけ工具
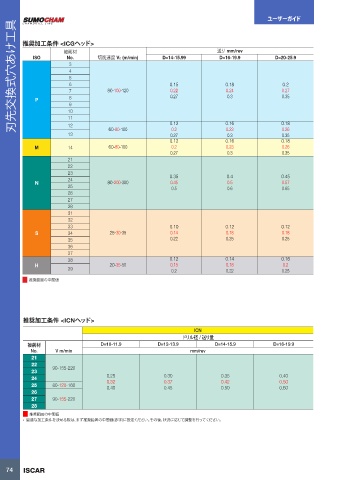
ਪՃ݅ <ICGϔου>
ඃࡐ ૹΓ mm/rev ドリル径 / 送り量
ISO No. Vc (m/min) D=14-15.99 D=16-19.9 D=20-25.9
3
4 D=12-13.9 D=14-15.9 D=16-17.9 D=18-19.9 D=20-21.9 D=22-23.9 D=24-25.9
5 引張り 被削
強さ
材
6 0.15 0.18 0.2 ISO [N/mm ] 硬度 No. Vc m/min mm/rev
HB
2
7 80-100-120 0.22 0.24 0.27 被削材 < 0.25 %C 状態 420 125 1
P 8 0.27 0.3 0.35 ≥ 0.25 %C 焼きなまし 650 190 2
9 焼きなまし 80-100-120 0.30 0.36 0.45 0.48 0.51 0.54 0.57
10 低炭素鋼・ < 0.55 %C 焼き入れ、焼き戻し 850 250 3 0.39 0.45 0.51 0.57 0.60 0.63 0.66
11 鋳鋼・快削鋼 焼きなまし 750 220 4 70-85-100 0.45 0.51 0.57 0.63 0.66 0.69 0.72
12 0.12 0.16 0.18 ≥ 0.55 %C
60-80-100 0.2 0.23 0.26 焼き入れ、焼き戻し 1000 300 5 50-65-80
13 0.27 0.3 0.35 P
0.12 0.16 0.18 焼きなまし 600 200 6 70-90-110 0.33 0.36 0.39 0.42 0.45 0.48 0.51
M 14 60-80-100 0.2 0.23 0.26 低合金鋼・鋳鋼 930 275 7 70-85-100 0.39 0.42 0.48 0.51 0.54 0.57 0.60
0.27 0.3 0.35 (合金成分5%以下) 焼き入れ、焼き戻し 1000 300 8 50-65-80 0.42 0.48 0.54 0.60 0.63 0.66 0.69
21 1200 350 9 40-50-60
22 焼きなまし 680 200 10 50-70-90 0.27 0.30 0.33 0.36 0.39 0.42 0.45
23 高合金鋼・鋳鋼・工具鋼 0.33 0.36 0.39 0.42 0.45 0.48 0.51
24 0.35 0.4 0.45 焼き入れ、焼き戻し 1100 325 11 40-60-80 0.36 0.39 0.42 0.45 0.48 0.51 0.54
N 80-200-300 0.45 0.5 0.57
25 0.5 0.6 0.65 フェライト/
26 パーライト 180 15 90-125-140
27 ねずみ鋳鉄(FC) パーライト/
28 マルテンサイト 260 16 80-110-120 0.40 0.45 0.54 0.60 0.66 0.72 0.78
31 K フェライト 160 17 90-135-160 0.60 0.66 0.72 0.78 0.84 0.90 0.96
32 ノジュラ-鋳鉄(FCD) パーライト 250 18 80-110-120 0.78 0.84 0.90 0.96 1.02 1.08 1.14
33 0.10 0.12 0.12
S 34 25-30-35 0.14 0.18 0.18 可鍛鋳鉄 フェライト 130 19 90-125-140
35 0.22 0.25 0.25 パーライト 230 20 80-110-120
36 推奨範囲の中間値
37
38 0.12 0.14 0.16
H 20-35-50 0.15 0.18 0.2
39 0.2 0.22 0.25
ਪൣғͷதؒ
推奨加工条件 <ICNヘッド>
ICN
ドリル径 / 送り量
被削材 D=10-11.9 D=12-13.9 D=14-15.9 D=16-19.9
No. V m/min mm/rev
21
22 90-155-220
23
24 0.25 0.30 0.35 0.40
25 80-120-160 0.32 0.37 0.42 0.50
0.60
0.50
0.40
0.45
26
27 90-155-220
28
推奨範囲の中間値
• 最適な加工条件を決める際は、まず推奨範囲の中間値(赤字)に設定ください。その後、状況に応じて調整を行ってください。
74 ISCAR
HOLE MAKING CATALOG_jp.indb 74 13/09/2022 09:58:55
HOLE MAKING CATALOG_jp.indb 74
13/09/2022 09:58:55