
Page 92 - HOLEMAKING_catalog_JP_2022
P. 92
ユーザーガイド
刃先交換式穴あけ工具
推奨加工条件
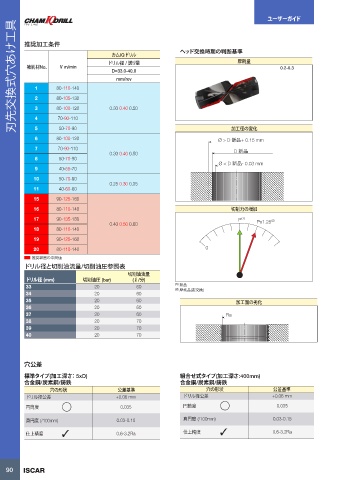
ヘッド交換時期の判断基準
カムIQドリル
ドリル径 / 送り量 摩耗量
被削材No. V m/min 0.2-0.3
D=33.0-40.0
mm/rev
1 80-110-140
2 80-105-130
3 80-100-120 0.30 0.40 0.50
4 70-90-110
5 50-70-90 加工径の変化
6 80-100-120 Ø > D 新品+ 0.15 mm
7 70-90-110
0.30 0.40 0.50 D 新品
8 50-70-90
Ø < D 新品- 0.03 mm
9 40-55-70
10 50-70-90
0.25 0.30 0.35
11 40-60-80
15 90-125-160
16 80-110-140 切削力の増加
17 90-135-180 P (1) (2)
0.40 0.50 0.60 Px1.25
18 80-110-140
19 90-125-160
20 80-110-140 0
推奨範囲の中間値
ドリル径と切削油流量/切削油圧参照表
切削油流量
ドリル径 (mm) 切削油圧 (bar) (ℓ/分)
33 20 60 (1) 新品
(2) 摩耗品(要交換)
34 20 60
35 20 60 加工面の劣化
36 20 60
37 20 60 Ra
38 20 70
39 20 70
40 20 70
穴公差
標準タイプ(加工深さ:5xD) 組合せ式タイプ(加工深さ:400mm)
合金鋼/炭素鋼/鋳鉄 合金鋼/炭素鋼/鋳鉄
穴の形状 公差基準 穴の形状 公差基準
ドリル径公差 +0.06 mm ドリル径公差 +0.06 mm
円筒度 0.035 円筒度 0.035
真円度 (/100mm) 0.03-0.10 真円度 (/100mm) 0.03-0.15
仕上精度 0.6-3.2Ra 仕上精度 0.6-3.2Ra
90 ISCAR
13/09/2022 09:59:19
HOLE MAKING CATALOG_jp.indb 90 13/09/2022 09:59:19
HOLE MAKING CATALOG_jp.indb 90