
Page 338 - THREADING CATALOG
P. 338
DC TP THSZMS 6H
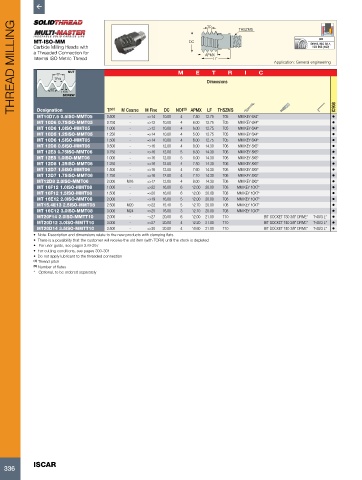
THREAD MILLING Carbide Milling Heads with M E APMX LF R I C Application: General engineering
MT-ISO-MM
DIN13, ISO 68-1,
ISO 965 (1&2)
a Threaded Connection for
Internal ISO Metric Thread
T
NUT
TP
TP/4
Dimensions
60˚
TP/8
SCREW
(1)
TP
LF
Designation
DC
MT10D7.5 0.5ISO-MMT05 0.500 M Coarse M Fine 10.00 NOF (2) APMX 12.75 THSZMS MM KEY 6X4* • IC908
T05
4
=>14
-
7.50
MT 10D6 0.75ISO-MMT05 0.750 - =>12 10.00 4 6.00 12.75 T05 MM KEY 6X4* •
MT 10D6 1.0ISO-MMT05 1.000 - =>12 10.00 4 6.00 12.75 T05 MM KEY 6X4* •
MT 10D5 1.25ISO-MMT05 1.250 - =>14 10.00 4 5.00 12.75 T05 MM KEY 6X4* •
MT 10D6 1.5ISO-MMT05 1.500 - =>14 10.00 4 6.00 12.75 T05 MM KEY 6X4* •
MT 12D8 0.5ISO-MMT06 0.500 - =>16 12.00 4 8.00 14.30 T06 MM KEY 8X5* •
MT 12E8 0.75ISO-MMT06 0.750 - =>16 12.00 5 8.30 14.30 T06 MM KEY 8X5* •
MT 12E8 1.0ISO-MMT06 1.000 - =>16 12.00 5 8.00 14.30 T06 MM KEY 8X5* •
MT 12D8 1.25ISO-MMT06 1.250 - =>16 12.00 4 7.50 14.30 T06 MM KEY 8X5* •
MT 12D7 1.5ISO-MMT06 1.500 - =>16 12.00 4 7.60 14.30 T06 MM KEY 8X5* •
MT 12D7 1.75ISO-MMT06 1.750 - =>16 12.00 4 7.10 14.30 T06 MM KEY 8X5* •
MT12D8 2.0ISO-MMT06 2.000 M16 =>17 12.00 4 8.00 14.30 T06 MM KEY 8X5* •
MT 16F12 1.0ISO-MMT08 1.000 - =>22 16.00 6 12.00 20.00 T08 MM KEY 10X7* •
MT 16F12 1.5ISO-MMT08 1.500 - =>20 16.00 6 12.00 20.00 T08 MM KEY 10X7* •
MT 16E12 2.0ISO-MMT08 2.000 - =>19 16.00 5 12.00 20.00 T08 MM KEY 10X7* •
MT15.4E13 2.5ISO-MMT08 2.500 M20 =>22 15.40 5 12.70 20.00 T08 MM KEY 10X7* •
MT 16C12 3.0ISO-MMT08 3.000 M24 =>25 16.00 3 12.10 20.00 T08 MM KEY 10X7* •
MT20F14 2.0ISO-MMTT10 2.000 - =>27 20.00 6 12.00 21.00 T10 BIT SOCKET T30 3/8" DRIVE* T-40/3 L* •
MT20D12 3.0ISO-MMTT10 3.000 - =>27 20.00 4 12.20 21.00 T10 BIT SOCKET T40 3/8" DRIVE* T-40/3 L* •
MT20D14 3.5ISO-MMTT10 3.500 - =>30 20.00 4 10.60 21.00 T10 BIT SOCKET T40 3/8" DRIVE* T-40/3 L* •
• Note: Description and dimensions relate to the new products with clamping flats
• There is a possibility that the customer will receive the old item (with TORX) until the stock is depleted
• For user guide, see pages 279-297
• For cutting conditions, see pages 300-301
• Do not apply lubricant to the threaded connection
(1) Thread pitch
(2) Number of flutes
* Optional, to be ordered separately
ISCAR
336