
Page 393 - THREADING CATALOG
P. 393
USER GUIDE
TAPS
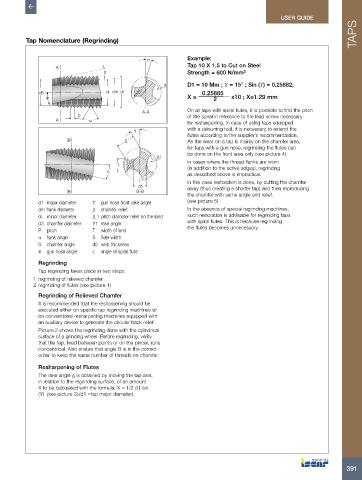
Tap Nomenclature (Regrinding)
Example:
γ 1
Tap 10 X 1,5 to Cut on Steel
A
β Strength = 600 N/mm 2
∆ D1 = 10 Mm ; ϒ = 15° ; Sin (ϒ) = 0,25882;
d3 di dm d1 0.25885
φ X = 2 x10 ; X=1.29 mm
A-A On all taps with spiral flutes, it is possible to find the pitch
P of the spiral in reference to the lead screw necessary
A α for resharpening. In case of using taps equipped
γ with a deburring tool, it is necessary to extend the
flutes according to the supplier’s recommendation.
B S As the wear on a tap is mainly on the chamfer area,
for taps with a gun nose, regrinding the flutes can
be done on the front area only (see picture 4).
1
In cases where the thread flanks are worn
T (in addition to the active edges), regrinding
ε
as described above is impractical.
In this case restoration is done, by cutting the chamfer
d5 away (thus creating a shorter tap) and then reproducing
B B-B
the chamfer with same angle and relief.
d1 major diameter ϒ gun nose front rake angle (see picture 5).
dm flank diameter Δ chamfer relief In the absence of special regrinding machines,
di minor diameter Δ 1 pitch diameter relief on the land such restoration is advisable for regrinding taps
d3 chamfer diameter ϒ1 rake angle with spiral flutes. This is because regrinding
P pitch T width of land the flutes becomes unnecessary.
α flank angle S flute width
ß chamfer angle d5 web thickness
φ gun nose angle ε angle of spiral flute
Regrinding
Tap regrinding takes place in two steps:
1 regrinding of relieved chamfer
2 regrinding of flutes (see picture 1)
Regrinding of Relieved Chamfer
It is recommended that the resharpening should be
executed either on specific tap regrinding machines or
on conventional resharpening machines equipped with
an auxiliary device to generate the circular back relief.
Picture 2 shows the regrinding done with the cylindrical
surface of a grinding wheel. Before regrinding, verify
that the tap, fixed between points or on the pincer, runs
concentrical. Also ensure that angle B is in the correct
order to keep the same number of threads on chamfer.
Resharpening of Flutes
The rake angle g is obtained by moving the tap axis,
in relation to the regrinding surface, of an amount
X to be calculated with the formula: X = 1/2 d1 sin
(ϒ) (see picture 3).(d1 =tap major diameter).
391