
Page 439 - THREADING CATALOG
P. 439
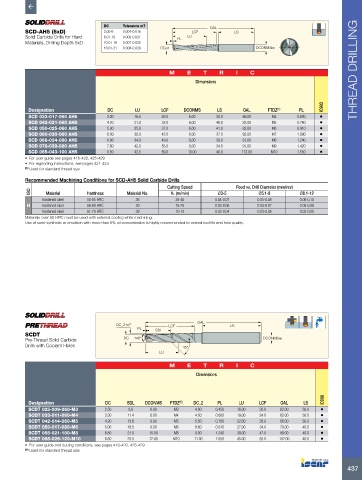
DC Tolerance m7
SCD-AH5 (5xD) 3.00-6 0.004-0.016 LCF OAL LS
Solid Carbide Drills for Hard 6.01-10 0.008-0.021 PL LU
Materials, Drilling Depth 5xD 10.01-18 0.007-0.025
18.01-21 0.008-0.029 DCm7 DCONMSh6
M E T R I C THREAD DRILLING
Dimensions
IC903
Designation DC LU LCF DCONMS LS OAL FTDZ (1) PL
SCD 033-017-060 AH5 3.30 16.5 26.0 6.00 35.0 66.00 M4 0.600 •
SCD 042-021-060 AH5 4.20 21.0 32.0 6.00 46.0 82.00 M5 0.760 •
SCD 050-025-060 AH5 5.00 25.0 37.0 6.00 41.0 82.00 M6 0.910 •
SCD 060-030-060 AH5 6.00 30.0 43.0 6.00 37.0 82.00 M7 1.090 •
SCD 068-034-080 AH5 6.80 34.0 49.0 8.00 39.0 91.00 M8 1.240 •
SCD 078-039-080 AH5 7.80 42.0 55.0 8.00 34.0 91.00 M9 1.420 •
SCD 085-043-100 AH5 8.50 42.5 59.0 10.00 46.0 112.00 M10 1.550 •
• For user guide see pages 416-420, 425-429
• For regrinding instructions, see pages 421-424
(1) Used for standard thread size
Recommended Machining Conditions for SCD-AH5 Solid Carbide Drills
Cutting Speed Feed vs. Drill Diameter (mm/rev)
ISO Material Hardness Material No. Vc (m/min) Ø3-5 Ø5.1-8 Ø8.1-12
hardened steel 50-55 HRC 38 25-40 0.04-0.07 0.05-0.08 0.06-0.10
H hardened steel 56-60 HRC 39 15-25 0.03-0.06 0.04-0.07 0.05-0.08
hardened steel 61-70 HRC 39 10-15 0.02-0.04 0.03-0.05 0.03-0.05
Materials over 50 HRC must be used with external cooling while machining.
Use of semi-synthetic or emulsion with more than 6% oil concentration is highly recommended to extend tool life and hole quality.
DC_2 m7 PL LCF OAL LS
SCDT SDL
Pre-Thread Solid Carbide DC 140° DCONMSh6
Drills with Coolant Holes 45°
LU
M E T R I C
Dimensions
IC908
Designation DC SDL DCONMS FTDZ (1) DC_2 PL LU LCF OAL LS
SCDT 025-009-060-M3 2.50 8.8 6.00 M3 4.00 0.450 16.00 20.0 62.00 36.0 •
SCDT 033-011-060-M4 3.30 11.4 6.00 M4 4.50 0.600 19.00 24.0 62.00 36.0 •
SCDT 042-014-060-M5 4.20 13.6 6.00 M5 5.50 0.760 22.00 28.0 66.00 36.0 •
SCDT 050-017-080-M6 5.00 16.5 8.00 M6 6.60 0.910 27.00 34.0 79.00 40.0 •
SCDT 068-021-100-M8 6.80 21.0 10.00 M8 9.00 1.240 38.00 47.0 89.00 40.0 •
SCDT 085-026-120-M10 8.50 25.5 12.00 M10 11.00 1.550 45.00 55.0 102.00 40.0 •
• For user guide and cutting conditions, see pages 416-420, 425-429
(1) Used for standard thread size
437