
Page 435 - THREADING CATALOG
P. 435
CHWx30˚
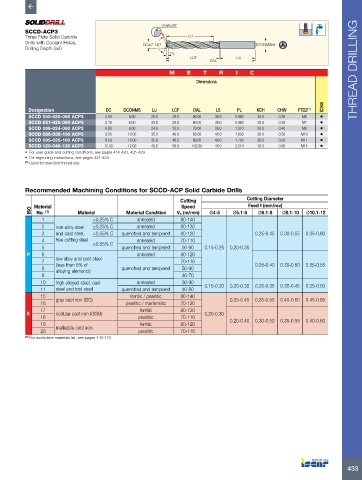
SCCD-ACP3
Three Flute Solid Carbide LU
Drills with Coolant Holes, DCm7 140˚ DCONMSh6
Drilling Depth 3xD
PL
LCF LS
OAL
M E T R I C THREAD DRILLING
Dimensions
IC908
Designation DC DCONMS LU LCF OAL LS PL KCH CHW FTDZ (1)
SCCD 050-020-060 ACP3 5.00 6.00 20.0 29.0 66.00 36.0 0.960 30.0 0.30 M6 •
SCCD 051-020-060 ACP3 5.10 6.00 20.0 29.0 66.00 36.0 0.980 30.0 0.30 M7 •
SCCD 068-024-080 ACP3 6.80 8.00 24.0 35.0 79.00 36.0 1.310 30.0 0.40 M8 •
SCCD 085-035-100 ACP3 8.50 10.00 35.0 48.0 89.00 40.0 1.630 30.0 0.50 M10 •
SCCD 095-035-100 ACP3 9.50 10.00 35.0 48.0 89.00 40.0 1.750 30.0 0.50 M11 •
SCCD 120-040-120 ACP3 12.00 12.00 40.0 56.0 102.00 45.0 2.210 30.0 0.60 M14 •
• For user guide and cutting conditions, see pages 416-420, 425-429
• For regrinding instructions, see pages 421-424
(1) Used for standard thread size
Recommended Machining Conditions for SCCD-ACP Solid Carbide Drills
Cutting Cutting Diameter
Material Speed Feed f (mm/rev)
ISO No. (1) Material Material Condition Vc (m/min) Ø4-5 Ø5.1-6 Ø6.1-8 Ø8.1-10 Ø10.1-12
1 <0.25% C annealed 80-140
2 non-alloy steel ≥0.25% C annealed 80-130
3 and cast steel, <0.55% C quenched and tempered 80-120 0.25-0.45 0.30-0.55 0.35-0.60
4 free cutting steel ≥0.55% C annealed 70-110
5 quenched and tempered 50-90 0.15-0.25 0.20-0.35
P 6 annealed 80-120
7 low alloy and cast steel 70-110
8 (less than 5% of quenched and tempered 50-90 0.25-0.40 0.30-0.50 0.35-0.55
alloying elements)
9 40-70
10 high alloyed steel, cast annealed 50-90 0.15-0.20 0.20-0.30 0.25-0.35 0.30-0.45 0.35-0.50
11 steel and tool steel quenched and tempered 40-80
15 gray cast iron (GG) ferritic / pearlitic 80-140 0.25-0.45 0.35-0.55 0.40-0.60 0.45-0.65
16 pearlitic / martensitic 70-120
17 ferritic 80-120
K nodular cast iron (GGG) 0.20-0.30
18 pearlitic 70-110 0.20-0.40 0.30-0.50 0.35-0.55 0.40-0.60
19 malleable cast iron ferritic 80-120
20 pearlitic 70-110
(1) For workpiece materials list, see pages 443-472
433