
Page 24 - ISCAR_WORLD_2021
P. 24
There are two types of threading inserts:
full profile and partial profile.
Full profile inserts produce specific thread types, i.e.,
round (Rd) in accordance with DIN 405, British Standard
Whitworth (BSW). Partial profile inserts require a
precise pre-turning operation.
ISCAR’s laydown family of inserts offers a wide range
of thread type standards for both internal and external
applications. Laydown inserts can be divided into 3
main types:
G-type – General duty inserts with deflector for
machining various engineering materials, including the
production of short chips.
M-type – Press-to-size inserts with sintered-shaped
chipbreaker for efficient chip control. Although these
inserts are press-to-size, they ensure the same thread
accuracy as the
G-type insert. When threading at too small depths of cut,
the chipbreaker efficiency drops and the M-type inserts
are less recommended.
B-type – Peripherally ground inserts with a pressed
chipbreaker. Efficient chip control with a sharp cutting
edge is the ultimate combination for long chip materials
and the first choice for ISO M stainless steel. When
machining small parts, it is beneficial to use sharp-edged
inserts with a chipbreaker to reduce cutting forces and
consequently prevent vibrations.
Before using the multi tooth insert, it’s important to
Typically, the thread designation is in accordance with ensure the thread area is not next to the shoulder, or that
metric or imperial systems depending on the thread there’s a wide release groove to complete a full thread
type standard. In most cases, the thread designation along the part.
includes the following parameters:
In addition to the ISO Standard laydown insert, ISCAR
has a diverse group of captive pocket inserts. Captive
• Standard classification pocket inserts are divided into internal threading and
• Thread pitch external threading types according to their application.
• Number of starts Contrary to the ISO Standard laydown insert family, the
• Nominal diameter clearance angles are already ground.
• Thread length
• Tolerance class
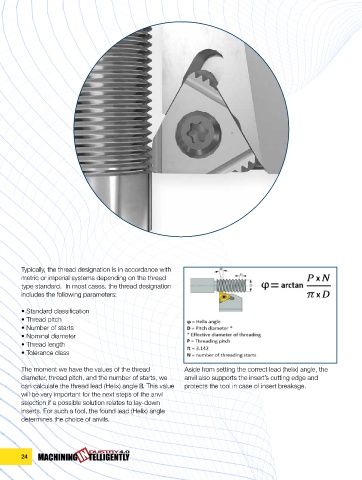
The moment we have the values of the thread Aside from setting the correct lead (helix) angle, the
diameter, thread pitch, and the number of starts, we anvil also supports the insert’s cutting edge and
can calculate the thread lead (Helix) angle φ. This value protects the tool in case of insert breakage.
will be very important for the next steps of the anvil
selection if a possible solution relates to lay-down
inserts. For such a tool, the found lead (Helix) angle
determines the choice of anvils.
DUSTRY 4.0
24 MACHINING IN TELLIGENTLY ISCAR 25