
Page 94 - HOLE MAKING CATALOG p185-310
P. 94
DEEP DRILLING - BTA SYSTEM USER GUIDE
Coolant
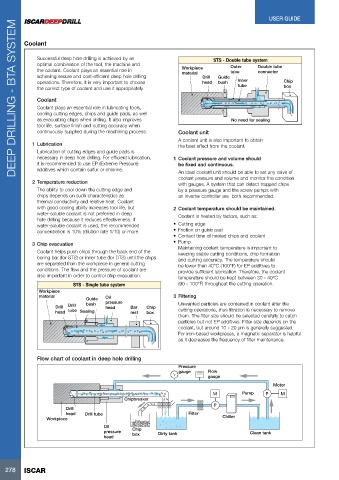
Successful deep hole drilling is achieved by an STS - Double tube system
optimal combination of the tool, the machine and
the coolant. Coolant plays an essential role in Workpiece Outer Double tube
achieving secure and cost-efficient deep hole drilling material tube connector
operations. Therefore, it is very important to choose
the correct type of coolant and use it appropriately. Drill Guide Inner Chip
head bush tube box
Coolant
No need for sealing
Coolant plays an essential role in lubricating tools,
cooling cutting edges, chips and guide pads, as well Coolant unit
as evacuating chips when drilling. It also improves
tool life, surface finish and cutting accuracy when A coolant unit is also important to obtain
continuously supplied during the machining process. the best effect from the coolant.
1 Lubrication 1 Coolant pressure and volume should
be fixed and continuous.
Lubrication of cutting edges and guide pads is
necessary in deep hole drilling. For efficient lubrication, An ideal coolant unit should be able to set any valve of
it is recommended to use EP (Extreme Pressure) coolant pressure and volume and monitor the condition
additives which contain sulfur or chlorine. with gauges. A system that can detect trapped chips
by a pressure gauge and the screw pumps with
2 Temperature reduction an inverter controller are both recommended.
The ability to cool down the cutting edge and 2 Coolant temperature should be maintained.
chips depends on such characteristics as
thermal conductivity and relative heat. Coolant Coolant is heated by factors, such as:
with good cooling ability increases tool life, but
water-soluble coolant is not preferred in deep • Cutting edge
hole drilling because it reduces effectiveness. If • Friction on guide pad
water-soluble coolant is used, the recommended • Contact time of heated chips and coolant
concentration is 10% (dilution rate 1/10) or more. • Pump
3 Chip evacuation Maintaining coolant temperature is important to
keeping stable cutting conditions, chip formation
Coolant helps push chips through the back end of the and cutting accuracy. The temperature should
boring bar (for STS) or inner tube (for DTS) until the chips be lower than 40°C (100°F) for EP additives to
are separated from the workpiece in general cutting provide sufficient lubrication. Therefore, the coolant
conditions. The flow and the pressure of coolant are temperature should be kept between 30 - 40°C
also important in order to control chip evacuation. (90 - 100°F) throughout the cutting operation.
STS - Single tube system 3 Filtering
Workpiece Unwanted particles are contained in coolant after the
material cutting operations, thus filtration is necessary to remove
Guide Oil them. The filter size should be selected carefully to catch
bush pressure particles but not EP additives. Filter size depends on the
Drill Drill Sealing head Bar Chip coolant, but around 10 - 20 μm is generally suggested.
head tube rest box For iron-based workpieces, a magnetic separator is helpful
as it decreases the frequency of filter maintenance.
Flow chart of coolant in deep hole drilling
Pressure Flow Motor
gauge gauge
PM
Filter M Pump
Chipbreaker Dirty tank P
Drill Drill tube Chiller
head Oil
Workpiece pressure
head
Chip Clean tank
box
278 ISCAR