
Page 36 - HOLE MAKING CATALOG p311-382
P. 36
TAPS USER GUIDE
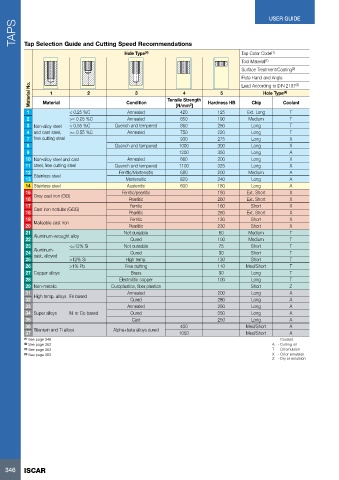
Tap Selection Guide and Cutting Speed Recommendations Tap Color Code(1)
Tool Material(1)
Hole Type(4) Surface Treatment/Coating(2)
Flute Hand and Angle
Material No. 12 3 4 5 Lead According to DIN 2197(3)
Tensile Strength
Condition Hardness HB Hole Type(4)
[N/mm2]
Material Annealed 420 125 Chip Coolant
Annealed 650 190
1 < 0.25 %C Quench and tempered 850 250 Ext. Long T
Annealed 750 220 Medium T
2 >= 0.25 %C 930 275 T
Quench and tempered 1000 300 Long T
3 Non-alloy steel < 0.55 %C 1200 350 Long X
4 and cast steel, >= 0.55 %C Annealed 680 200 Long X
7 free cutting steel Quench and tempered 1100 325 Long A
680 200 Long X
8 Ferritic/Martensitis 820 240 Long X
Martensitic 600 180 Long A
9 Austenitic 180 Medium A
400 260 Long A
10 Non-alloy steel and cast Ferritic/pearlitic 1050 160 Long X
Pearlitic 250 Ext. Short X
11 steel, free cutting steel Ferritic 130 Ext. Short X
Pearlitic 230 Short X
12 Stainless steel Ferritic 60 Ext. Short X
13 Pearlitic 100 Short X
75 Short T
14 Stainless steel Not cureable 90 Medium T
Cured 130 Medium T
15 Grey cast iron (GG) 110 Short T
16 Not cureable 90 Short T
Cured 100 Short T
17 Cast iron nodular (GGG) Med/Short T
18 High temp. 200 Long T
Free cutting 280 Long Z
19 Malleable cast iron 250 Short A
20 Brass 350 Long A
Electrolitic copper 250 Long A
21 Aluminum-wrought alloy Duroplastics, fiber plastics Long A
22 Long A
Annealed Long A
23 Aluminum- <=12% Si Cured Med/Short A
24 cast, alloyed >12% Si Med/Short
25 Annealed Coolant
Cured A - Cutting oil
26 >1% Pb Cast T - Oil emulsion
X - Oil or emulsion
27 Copper alloys Alpha+beta alloys cured Z - Dry or emulsion
28
29 Non-metalic
31 High temp. alloys Fe based
32
33
34 Super alloys Ni or Co based
35
36 Titanium and Ti alloys
37
(1) See page 348
(2) See page 362
(3) See page 363
(4) See page 363
346 ISCAR