
Page 55 - MILLING CATALOG p001-094
P. 55
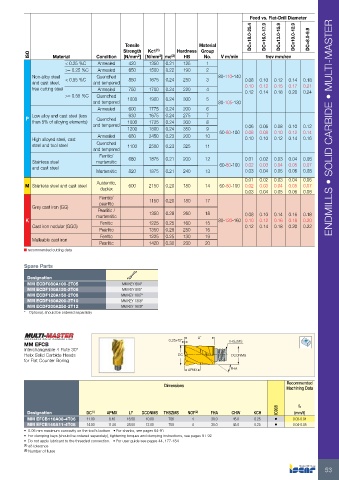
Feed vs. Flat-Drill Diameter
DC=18.0-25.4
Tensile Kc1(1) Material DC=16.0-17.9
Strength Hardness Group DC=13.0-15.9
ISO Material Condition [N/mm2] [N/mm2] mc(2) HB No. V m/min DC=10.0-12.9 frev mm/rev
Annealed DC=8.0-9.9
< 0.25 %C Annealed 420 1350 0.21 125 1 0.10 0.12 0.14
Quenched 650 ENDMILLS • SOLID CARBIDE • MULTI-MASTER0.12 0.15 0.17
>= 0.25 %C and tempered 1500 0.22 190 2 0.14 0.18 0.20
Annealed 850
Non-alloy steel < 0.55 %C Quenched 1675 0.24 250 3 80-110-140 0.08 0.06 0.08 0.10 0.18
and cast steel, and tempered 750 0.10 0.08 0.10 0.12 0.21
Annealed 0.12 0.10 0.12 0.14 0.24
free cutting steel 1000 1700 0.24 220 4
Quenched 0.06 0.02 0.03 0.04 0.12
>= 0.55 %C and tempered 600 1900 0.24 300 5 80-105-130 0.08 0.03 0.04 0.05 0.14
930 0.10 0.04 0.05 0.06 0.16
Annealed 1000 1775 0.24 200 6 0.02 0.03 0.04
Quenched 1200 1675 0.24 275 0.01 0.03 0.04 0.05 0.06
P Low alloy and cast steel (less and tempered 680 1725 0.24 300 7 0.02 0.04 0.05 0.06 0.07
than 5% of alloying elements) 1800 0.24 350 0.03 0.08
Ferritic/ 1100 2450 0.23 200 8 0.10 0.14 0.16 0.06
martensitic 0.12 0.16 0.18 0.07
680 9 60-80-100 0.14 0.18 0.20 0.08
Martensitic 10
High alloyed steel, cast 820 0.18
steel and tool steel 2500 0.23 325 11 0.20
0.22
Stainless steel 1875 0.21 200 12
and cast steel 1875 0.21 240 60-80-100
13
M Stainless steel and cast steel Austenitic, 600 2150 0.20 180 0.01
duplex 14 60-80-100 0.02
Grey cast iron (GG) 1150 0.20 180
K Ferritic/ 0.03
pearlitic 260
Cast iron nodular (GGG) Pearlitic / 17
Malleable cast iron martensitic 160
Ferritic 1350 0.28 250 18 0.08
recommended cutting data Pearlitic 130
Ferritic 1225 0.25 230 15 80-120-160 0.10
Pearlitic 1350 0.28 16 0.12
1225 0.25
1420 0.30 19
20
Spare Parts MM KEY 6X4*
MM KEY 8X5*
Designation MM KEY 10X7*
MM ECDF080A100-2T05 MM KEY 13X8*
MM ECDF100A120-2T06 MM KEY 16X9*
MM ECDF120A150-2T08
MM ECDF160A200-2T10
MM ECDF200A250-2T12
* Optional, should be ordered separately
0.25x45° LF THSZMS
DCONMS
MM EFCB DC FHA
Interchangeable 4 Flute 30°
Helix Solid Carbide Heads
for Flat Counter Boring
APMX
Dimensions Recommended
Machining Data
Designation DC(1) APMX LF DCONMS THSZMS NOF(2) FHA CHW KCH IC908 fz
(mm/t)
MM EFCB110A08-4T06 11.00 8.40 16.50 10.00 T06 4 30.0 45.0 0.25 • 0.03-0.04
30.0 45.0 0.25 • 0.04-0.05
MM EFCB140A11-4T08 14.00 11.50 28.00 12.00 T08 4
• 0.06 mm maximum concavity on the tool's bottom • For shanks, see pages 84-91
• For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide see pages 44, 177-184
(1) e8 tolerance
(2) Number of flutes
53