
Page 18 - TURNING CATALOG p121-254
P. 18
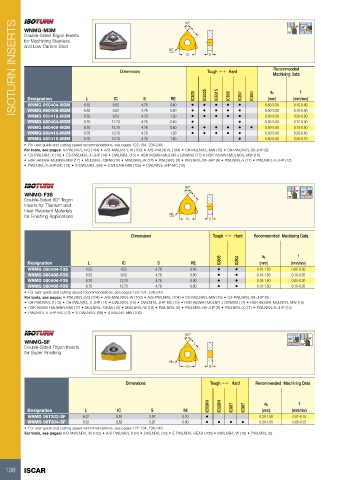
ISOTURN INSERTS WNMG-M3M 80° 95° 95º
Double-Sided Trigon Inserts L 95°
for Machining Stainless
and Low Carbon Steel RE Recommended
IC Machining Data
S
Dimensions
Tough 1 Hard
IC830 ap f
IC6025
IC6015
IC806
IC807
IC804
Designation L IC S RE (mm) (mm/rev)
0.40 • • • • •
WNMG 060404-M3M 6.52 9.52 4.76 0.80 • • • • • 0.50-3.50 0.12-0.40
WNMG 060408-M3M 6.52 9.52 4.76 1.20 • • • • • 0.50-3.50 0.15-0.50
WNMG 060412-M3M 6.52 9.52 4.76 0.40 • • 0.50-3.50 0.20-0.60
WNMG 080404-M3M 8.70 12.70 4.76 •••••• 0.50-5.00 0.12-0.40
WNMG 080408-M3M 8.70 12.70 4.76 0.80 0.50-5.00 0.15-0.50
1.20 • • • • •
WNMG 080412-M3M 8.70 12.70 4.76 • 0.50-5.00 0.20-0.60
WNMG 080416-M3M 8.70 12.70 4.76 1.60 0.50-5.00 0.25-0.70
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PWLNR/L-X/G (104) • A/S-MWLNR/L-W (103) • A/S-PWLNR/L (104) • C#-MULNR/L-MW (16) • C#-PWLNR/L-08-JHP (9)
• C#-PWLNR/L-X (13) • C#-PWLNR/L-X-JHP (14) • DWLNR/L (10) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16)
• HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • MWLNR/L-W (18) • PWLNR/L (8) • PWLNR/L-08-JHP (9) • PWLNR/L-X (11) • PWLNR/L-X-JHP (12)
• PWLNR/L-X-JHP-MC (13) • S-DWLNR/L (99) • S-MULNR-MW (105) • DWLNR/L-JHP-MC (10)
WNMG-F3S 80° 95° 95º
Double-Sided 80° Trigon L 95°
Inserts for Titanium and
Heat Resistant Materials RE S
for Finishing Applications IC
Dimensions Tough 1 Hard Recommended Machining Data
IC806 ap f
IC804
Designation L IC S RE (mm) (mm/rev)
••
WNMG 060404-F3S 6.52 9.52 4.76 0.40 •• 0.10-1.50 0.05-0.30
WNMG 060408-F3S 6.52 9.52 4.76 0.80 •• 0.10-1.50 0.10-0.35
WNMG 080404-F3S 8.70 12.70 4.76 0.40 •• 0.10-1.50 0.05-0.30
WNMG 080408-F3S 8.70 12.70 4.76 0.80 0.10-1.50 0.10-0.35
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A-PWLNR/L-X/G (104) • A/S-MWLNR/L-W (103) • A/S-PWLNR/L (104) • C#-MULNR/L-MW (16) • C#-PWLNR/L-08-JHP (9)
• C#-PWLNR/L-X (13) • C#-PWLNR/L-X-JHP (14) • DWLNR/L (10) • DWLNR/L-JHP-MC (10) • HSK A63WH-MULNR-J12MWX2 (17) • HSK A63WH-MULNR/L-MW (16)
• HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • MWLNR/L-W (18) • PWLNR/L (8) • PWLNR/L-08-JHP (9) • PWLNR/L-X (11) • PWLNR/L-X-JHP (12)
• PWLNR/L-X-JHP-MC (13) • S-DWLNR/L (99) • S-MULNR-MW (105)
WNMG-SF 80° 95º 95°
Double-Sided Trigon Inserts L 95°
for Super Finishing
Recommended Machining Data
RE S
IC
Tough 1 Hard
Dimensions
IC530N ap f
IC520N
Designation L IC S RE IC807 (mm) (mm/rev)
IC907 0.02-0.15
0.05-0.15
WNMG 06T302-SF 6.52 9.52 3.97 0.20 • 0.30-1.50
••••
WNMG 06T304-SF 6.52 9.52 3.97 0.40 0.30-1.50
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-MWLNR/L-W (103) • A/S-PWLNR/L (104) • DWLNR/L (10) • E-PWLNR/L-HEAD (105) • MWLNR/L-W (18) • PWLNR/L (8)
138 ISCAR