
Page 87 - TURNING CATALOG p255-458
P. 87
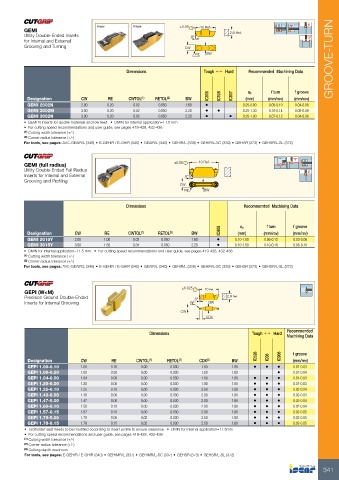
GEMI ±0.08 10 Ref.IC808
Utility Double-Ended Inserts IC908
for Internal and External 8° IC8072.9 Ref.
Grooving and Turning
CW GROOVE-TURN
RE BW
Dimensions Tough 1 Hard Recommended Machining Data
ap f turn f groove
Designation CW RE CWTOL(1) RETOL(2) BW (mm) (mm/rev) (mm/rev)
2.00 0.20 0.02 0.050 1.60 •
GEMI 2002N 3.00 0.20 0.02 0.050 2.20 • • 0.25-0.80 0.05-0.10 0.04-0.08
GEMI 3002M
GEMI 3002N 0.25-1.30 0.10-0.14 0.05-0.09
3.00 0.20 0.02 0.050 2.20 • • 0.25-1.00
0.07-0.12 0.04-0.08
• GEMI N inserts for ductile materials and low feed • DMIN for internal application=11.5 mm
• For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: AVC-GEAIR/L (346) • E-GEHIR / E-GHIR (340) • GEAIR/L (340) • GEHIR/L (338) • GEHIR/L-SC (339) • GEHSR (373) • GEHSR/L-SL (372)
GEMI (full radius) ±0.08 10 Ref.
Utility Double-Ended Full Radius
Inserts for Internal and External 8°
Grooving and Profiling
CW
RE BW
Dimensions Recommended Machining Data
IC808 ap f turn f groove
Designation CW RE CWTOL(1) RETOL(2) BW (mm) (mm/rev) (mm/rev)
0.02 0.050 1.60 • 0.10-1.00 0.06-0.12 0.03-0.08
GEMI 2010Y 2.00 1.00 0.04 0.050 2.20 • 0.10-1.50 0.10-0.18 0.05-0.10
GEMI 3015Y 3.00 1.50
• DMIN for internal application=11.5 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: AVC-GEAIR/L (346) • E-GEHIR / E-GHIR (340) • GEAIR/L (340) • GEHIR/L (338) • GEHIR/L-SC (339) • GEHSR (373) • GEHSR/L-SL (372)
GEPI (W<M) ±0.025 10 Ref.
Precision Ground Double-Ended
Inserts for Internal Grooving 8° 2.9 Ref.
RE
CW BW
CDX
Dimensions Tough 1 Hard Recommended
Machining Data
Designation CW RE CWTOL(1) RETOL(2) CDX(3) BW IC528 f groove
IC08
IC908 (mm/rev)
0.01-0.03
GEPI 1.00-0.10 1.00 0.10 0.00 0.030 1.60 1.80 ••• 0.01-0.04
• 0.01-0.03
GEPI 1.00-0.50 1.00 0.50 0.00 0.030 1.60 1.80 0.01-0.03
••• 0.02-0.04
GEPI 1.04-0.00 1.04 0.00 0.00 0.030 1.60 1.80 ••• 0.02-0.04
••• 0.02-0.04
GEPI 1.20-0.00 1.20 0.00 0.00 0.030 1.80 1.80 ••• 0.02-0.04
••• 0.02-0.05
GEPI 1.25-0.10 1.25 0.10 0.00 0.030 2.00 1.80 ••• 0.02-0.05
••• 0.02-0.05
GEPI 1.40-0.00 1.40 0.00 0.00 0.030 2.00 1.80 •••
•••
GEPI 1.47-0.00 1.47 0.00 0.00 0.030 2.00 1.80
GEPI 1.50-0.10 1.50 0.10 0.00 0.030 2.00 1.80
GEPI 1.57-0.15 1.57 0.15 0.00 0.030 2.00 1.80
GEPI 1.70-0.05 1.70 0.05 0.02 0.030 2.50 1.80
GEPI 1.78-0.15 1.78 0.15 0.02 0.030 2.50 1.80
• Toolholder seat needs to be modified according to insert profile to ensure clearance • DMIN for internal application=11.5mm
• For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: E-GEHIR / E-GHIR (340) • GEHIMR/L (337) • GEHIMR/L-SC (337) • GEHSR (373) • GEHSR/L-SL (372)
341