
Page 19 - machining_titanium_rus_metric
P. 19
Обработка в неблагоприятных или нестабильных условиях? Тяжелая или
тяжелонагруженная обработка?
«Обработка в неблагоприятных или нестабильных условиях» – что правильно? Значение
этих двух определений иногда сбивает с толку. К «неблагоприятным условиям» относятся
следующие примеры: заготовка с коркой, меняющийся припуск на обработку (материал,
подлежащий удалению), которые приводят к изменению глубины резания, значительной
динамической нагрузке, работе по высокоабразивной поверхности, вибрациям.
«Нестабильные условия» характеризуют низкую стабильность всей системы (системы ФРЕЗЕРОВАНИЕ ТИТАНА
СПИД), вызванную плохим закреплением инструмента и / или заготовки, нежестким
станком, большим вылетом инструмента, тонкостенной заготовкой и т. д. Несмотря
на то, что это два отдельных понятия, оба типа условий находятся в причинно-следственной
связи: например, низкая жесткость способствует увеличению вибраций и, следовательно,
ухудшает условия резания. Поэтому в некоторых случаях приведенные выше определения
рассматриваются как синонимы.
Тяжелая или тяжелонагруженная обработка? «Тяжелонагруженная» означает
значительную механическую и термическую нагрузку на технологическую систему
и ее отдельные компоненты, включая режущий инструмент, ввиду снятия большого
припуска, наличия критических данных для расчета режимов резания и т. д. Термин
«тяжелая» используется в отношении обработки крупных и тяжелых деталей на мощных
станках. Так, «тяжелонагруженная» указывает на режим обработки, степень нагрузки
на инструмент; а «тяжелая» используется больше для определения размеров
обрабатываемых деталей и инструмента. Обратите внимание, что малогабаритный
режущий инструмент может работать в «тяжелонагруженных» циклах при чрезвычайно
высокой нагрузке.
«Золотое правило» для инженера, планирующего процесс обработки, и станочника гласит:
«Избегайте тяжелонагруженной обработки в неблагоприятных условиях, особенно
если ваша технологическая система нестабильна!» Это справедливо для всех отраслей
металлообработки, которые имеют отношение к тяжелой промышленности.
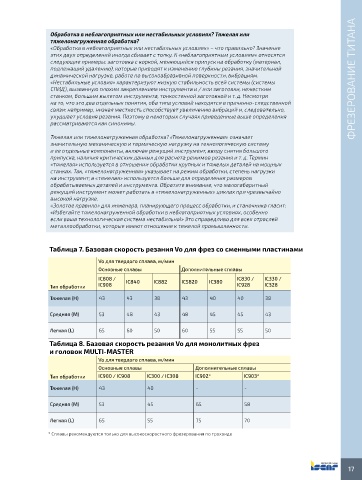
Таблица 7. Базовая скорость резания Vo для фрез со сменными пластинами
Vo для твердого сплава, м/мин
Основные сплавы Дополнительные сплавы
IC808 / IC840 IC882 IC5820 IC380 IC830 / IC330 /
Тип обработки IC908 IC928 IC328
Тяжелая (H) 43 43 38 43 40 40 38
Средняя (M) 53 48 43 48 45 45 43
Легкая (L) 65 60 50 60 55 55 50
Таблица 8. Базовая скорость резания Vo для монолитных фрез
и головок MULTI-MASTER
Vo для твердого сплава, м/мин
Основные сплавы Дополнительные сплавы
Тип обработки IC900 / IC908 IC300 / IC308 IC902* IC903*
Тяжелая (H) 43 40 - -
Средняя (M) 53 45 65 58
Легкая (L) 65 55 75 70
* Сплавы рекомендуются только для высокоскоростного фрезерования по трохоиде
17