
Page 67 - DieAndMoldUserGuide_2017_RU
P. 67
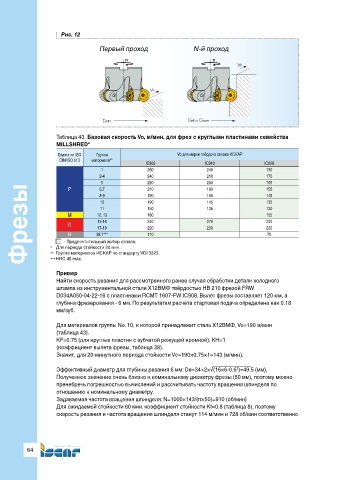
Рис. 12
Первый проход N-й проход
n n
VF
VF
8 1 8 8 1
2 1 7 2 2 1 7 2
8
3 6 6 3
6
6
4 5 3 4 5 4
5
5
3 4
Deff1 Deff = Dnom
Таблица 43. Базовая скорость Vo, м/мин, для фрез с круглыми пластинами семейства
MILLSHRED*
Группа по ISO Группа Vo для марки твёрдого сплава ИСКАР
DIN/ISO 513 материала**
IC908 IC910 IC928
1 260 240 190
2-4 240 210 170
5 220 200 155
Фрезы - Предпочтительный выбор сплава. 150 135 130
P
6,7
180
155
210
8-9
190
160
145
190
145
10
135
11
M
155
12, 13
180
230
240
270
15-16
K
220
230
17-18
200
38.1***
70
110
H
* Для периода стойкости 20 мин.
** Группа материалов ИСКАР по стандарту VDI 3323.
*** HRC 45 max.
Пример
Найти скорость резания для рассмотренного ранее случая обработки детали холодного
штампа из инструментальной стали Х12ВМФ твёрдостью НВ 210 фрезой FRW
D034A050-04-22-16 с пластинами RCMT 1607-FW IC908. Вылет фрезы составляет 120 мм, а
глубина фрезерования - 6 мм. По результатам расчёта стартовая подача определена как 0.18
мм/зуб.
Для материалов группы No. 10, к которой принадлежит сталь Х12ВМФ, Vo=190 м/мин
(таблица 43).
KF=0.75 (для круглых пластин с зубчатой режущей кромкой), KH=1
(коэффициент вылета фрезы, таблица 38).
Значит, для 20-минутного периода стойкости Vc=190×0.75×1=143 (м/мин).
2
Эффективный диаметр для глубины резания 6 мм: De=34+2×√(16×6-0.6 )=49.5 (мм).
Полученное значение очень близко к номинальному диаметру фрезы (50 мм), поэтому можно
пренебречь погрешностью вычислений и рассчитывать частоту вращения шпинделя по
отношению к номинальному диаметру.
Задаваемая частота вращения шпинделя: N=1000×143/(π×50)=910 (об/мин)
Для ожидаемой стойкости 60 мин. коэффициент стойкости Kt=0.8 (таблица 8), поэтому
скорость резания и частота вращения шпинделя станут 114 м/мин и 728 об/мин соответственно
64