
Page 75 - Industrealize_brochure2022
P. 75
РУКОВОДСТВО ПО
ЭКСПЛУАТАЦИИ
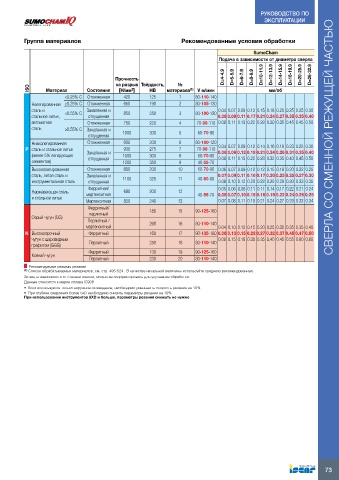
Группа материалов Рекомендованные условия обработки
SumoCham
Подача в зависимости от диаметра сверла
Прочность D=4-4.9 D=5-5.9 D=6-7.9 D=8-9.9 D=10-11.9 D=12-13.9 D=14-15.9 D=16-19.9 D=20-25.9 D=26-32.9
на разрыв Твёрдость, №
ISO Материал Состояние [Н/мм ] HB материала (1) V м/мин мм/об
2
<0.25% C Отожженная 420 125 1 80-110-140
Нелегированная ≥0.25% C Отожженная 650 190 2 80-105-130
сталь и <0.55% C Закаленная и 850 250 3 80-100-120 0.04 0.07 0.09 0.12 0.15 0.18 0.20 0.25 0.25 0.30
стальное литье, отпущенная 0.06 0.09 0.11 0.17 0.21 0.24 0.27 0.35 0.35 0.40
автоматная Отожженная 750 220 4 70-90-110 0.08 0.11 0.13 0.22 0.28 0.30 0.35 0.45 0.45 0.50
сталь ≥0.55% C Закаленная и
отпущенная 1000 300 5 50-70-90 СВЕРЛА СО СМЕННОЙ РЕЖУЩЕЙ ЧАСТЬЮ
Низколегированная Отожженная 600 200 6 80-100-120 0.04 0.07 0.09 0.12 0.14 0.16 0.18 0.23 0.25 0.30
P сталь и стальное литье Закаленная и 930 275 7 70-90-110 0.06 0.09 0.12 0.18 0.21 0.24 0.26 0.31 0.35 0.40
(менее 5% легирующих 1000 300 8 50-70-90 0.08 0.11 0.15 0.25 0.28 0.32 0.35 0.40 0.45 0.50
элементов) отпущенная 1200 350 9 40-55-70
Высоколегированная Отожженная 680 200 10 50-70-90 0.06 0.07 0.09 0.12 0.12 0.15 0.18 0.20 0.22 0.25
сталь, литая сталь и Закаленная и 0.07 0.09 0.11 0.16 0.17 0.20 0.23 0.25 0.27 0.30
инструментальная сталь отпущенная 1100 325 11 40-60-80 0.08 0.10 0.12 0.20 0.22 0.25 0.28 0.30 0.33 0.35
Ферритная/ 0.05 0.06 0.08 0.11 0.11 0.14 0.17 0.22 0.21 0.24
Нержавеющая сталь мартенситная 680 200 12 40-55-70 0.06 0.07 0.10 0.15 0.16 0.19 0.22 0.24 0.26 0.29
и стальное литье
Мартенситная 820 240 13 0.07 0.08 0.11 0.19 0.21 0.24 0.27 0.29 0.32 0.34
Ферритный/
перлитный 180 15 90-125-160
Серый чугун (GG)
Перлитный /
мартенситный 260 16 80-110-140 0.04 0.10 0.12 0.15 0.20 0.25 0.30 0.35 0.35 0.40
K Высокопрочный Ферритный 160 17 90-135-180 0.06 0.13 0.15 0.22 0.27 0.32 0.37 0.45 0.47 0.50
чугун с шаровидным 0.08 0.15 0.18 0.30 0.35 0.40 0.45 0.55 0.60 0.60
графитом (GGG) Перлитный 250 18 80-110-140
Ферритный 130 19 90-125-160
Ковкий чугун
Перлитный 230 20 80-110-140
Рекомендуемые режимы резания
(1) Список обрабатываемых материалов, см. стр. 495-524 . В качестве начальной величины используйте среднюю рекомендованную.
Затем, в зависимости от степени износа, можно ее скорректировать для улучшения обработки.
Данные относятся к марке сплава IC908
• Если используется только наружное охлаждение, необходимо уменьшить скорость резания на 10%
• При глубине сверления более 5xD необходимо снизить параметры резания на 10%
При использовании инструментов 8XD и больше, параметры резания снижать не нужно
73