
Page 37 - FAST_FEED_MILL_Brochure_INCH_2022
P. 37
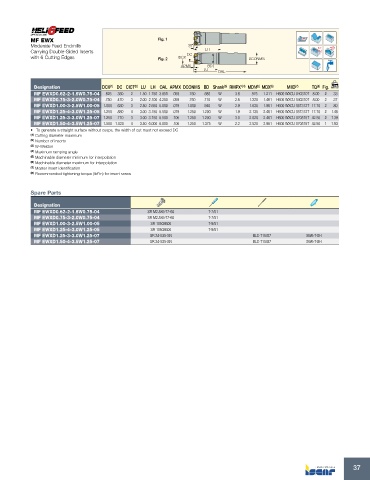
MF EWX Fig. 1
Moderate Feed Endmills 30° Rd°
Carrying Double-Sided Inserts DC LH
with 6 Cutting Edges Fig. 2 DCX DCONMS
APMX BD
LU OAL
Designation DCX (1) DC CICT (2) LU LH OAL APMX DCONMS BD Shank (3) RMPX° (4) MDN (5) MDX (6) MIID (7) TQ (8) Fig. Lbs
MF EWXD0.62-2-1.5W0.75-04 .625 .350 2 1.50 1.750 3.850 .059 .750 .580 W 3.8 .975 1.211 H600 WXCU 040310T 8.00 2 .33
MF EWXD0.75-3-2.0W0.75-04 .750 .470 3 2.00 2.100 4.200 .059 .750 .710 W 2.6 1.220 1.461 H600 WXCU 040310T 8.00 2 .37
MF EWXD1.00-3-2.5W1.00-05 1.000 .630 3 2.50 2.650 5.000 .079 1.000 .940 W 2.9 1.630 1.961 H600 WXCU 05T312T 17.70 2 .80
MF EWXD1.25-4-3.0W1.25-05 1.250 .880 4 3.00 3.150 5.500 .079 1.250 1.200 W 1.9 2.130 2.461 H600 WXCU 05T312T 17.70 2 1.46
MF EWXD1.25-3-3.0W1.25-07 1.250 .770 3 3.00 3.150 5.500 .106 1.250 1.200 W 3.0 2.020 2.461 H600 WXCU 070515T 42.50 2 1.39
MF EWXD1.50-4-3.5W1.25-07 1.500 1.020 4 3.50 6.000 6.000 .106 1.250 1.375 W 2.2 2.520 2.961 H600 WXCU 070515T 42.50 1 1.93
• To generate a straight surface without cusps, the width of cut must not exceed DC
(1) Cutting diameter maximum
(2) Number of inserts
(3) W-Weldon
(4) Maximum ramping angle
(5) Machinable diameter minimum for interpolation
(6) Machinable diameter maximum for interpolation
(7) Master insert identification
(8) Recommended tightening torque (lbf*in) for insert screw
Spare Parts
Designation
MF EWXD0.62-2-1.5W0.75-04 SR M2.5X6-T7-60 T-7/51
MF EWXD0.75-3-2.0W0.75-04 SR M2.5X6-T7-60 T-7/51
MF EWXD1.00-3-2.5W1.00-05 SR 10508600 T-9/51
MF EWXD1.25-4-3.0W1.25-05 SR 10508600 T-9/51
MF EWXD1.25-3-3.0W1.25-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
MF EWXD1.50-4-3.5W1.25-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
37