
Page 32 - FAST_FEED_MILL_Brochure_INCH_2022
P. 32
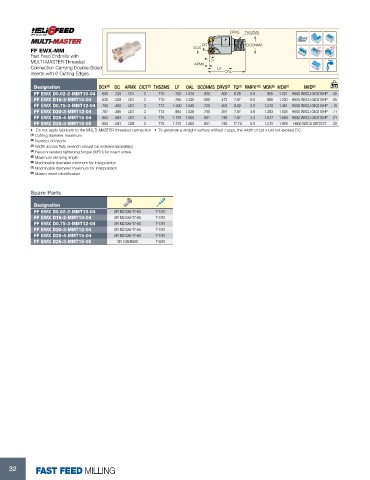
DRVS THSZMS
DC DCONMS
FF EWX-MM DCX Rd°
Fast Feed Endmills with
MULTI-MASTER Threaded APMX 17°
Connection Carrying Double-Sided LF
Inserts with 6 Cutting Edges OAL
Designation DCX (1) DC APMX CICT (2) THSZMS LF OAL DCONMS DRVS (3) TQ (4) RMPX° (5) MDN (6) MDX (7) MIID (8) Lbs
FF EWX D0.62-2-MMT10-04 .625 .330 .031 2 T10 .750 1.210 .600 .500 8.00 5.0 .960 1.221 H600 WXCU 040310HP .05
FF EWX D16-2-MMT10-04 .630 .339 .031 2 T10 .768 1.230 .598 .472 7.97 5.0 .969 1.220 H600 WXCU 040310HP .05
FF EWX D0.75-3-MMT12-04 .750 .460 .031 3 T12 1.000 1.540 .720 .562 8.00 5.0 1.210 1.461 H600 WXCU 040310HP .10
FF EWX D20-3-MMT12-04 .787 .496 .031 3 T12 .984 1.528 .740 .591 7.97 4.8 1.283 1.535 H600 WXCU 040310HP .11
FF EWX D25-4-MMT15-04 .984 .693 .031 4 T15 1.181 1.850 .941 .748 7.97 3.3 1.677 1.929 H600 WXCU 040310HP .21
FF EWX D25-3-MMT15-05 .984 .591 .039 3 T15 1.181 1.850 .941 .748 17.70 5.0 1.575 1.929 H600 WXCU 05T312T .20
• Do not apply lubricant to the MULTI-MASTER threaded connection • To generate a straight surface without cusps, the width of cut must not exceed DC
(1) Cutting diameter maximum
(2) Number of inserts
(3) Width across flats (wrench should be ordered separately)
(4) Recommended tightening torque (lbf*in) for insert screw
(5) Maximum ramping angle
(6) Machinable diameter minimum for interpolation
(7) Machinable diameter maximum for interpolation
(8) Master insert identification
Spare Parts
Designation
FF EWX D0.62-2-MMT10-04 SR M2.5X6-T7-60 T-7/51
FF EWX D16-2-MMT10-04 SR M2.5X6-T7-60 T-7/51
FF EWX D0.75-3-MMT12-04 SR M2.5X6-T7-60 T-7/51
FF EWX D20-3-MMT12-04 SR M2.5X6-T7-60 T-7/51
FF EWX D25-4-MMT15-04 SR M2.5X6-T7-60 T-7/51
FF EWX D25-3-MMT15-05 SR 10508600 T-9/51
32 FAST FEED MILLING