
Page 45 - HOLE_MAKING_CATALOG_INCH_2022_P187-P236
P. 45
USER GUIDE
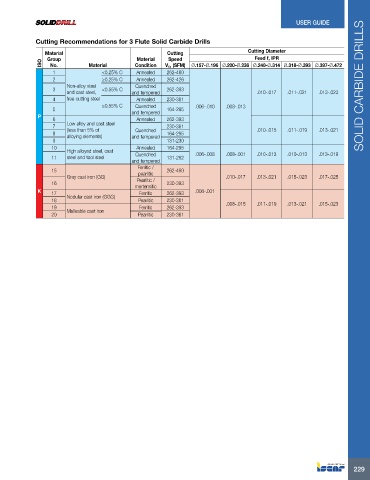
Cutting Recommendations for 3 Flute Solid Carbide Drills
Material Cutting Cutting Diameter
Group Material Speed Feed f, IPR
ISO No. Material Condition Vc, (SFM) Ø.157-Ø.196 Ø.200-Ø.236 Ø.240-Ø.314 Ø.318-Ø.393 Ø.397-Ø.472
1 <0.25% C Annealed 262-460
2 ≥0.25% C Annealed 262-426
Non-alloy steel Quenched SOLID CARBIDE DRILLS
3 and cast steel, <0.55% C and tempered 262-393 .010-.017 .011-.021 .013-.023
4 free cutting steel Annealed 230-361
≥0.55% C Quenched .006-.010 .008-.013
5 and tempered 164-295
P
6 Annealed 262-393
7 Low alloy and cast steel 230-361 .010-.015 .011-.019 .013-.021
(less than 5% of
Quenched
8 alloying elements) and tempered 164-295
9 131-230
10 Annealed 164-295
High alloyed steel, cast .006-.008 .008-.001 .010-.013 .010-.013 .013-.019
11 steel and tool steel Quenched 131-262
and tempered
Ferritic /
15 pearlitic 262-460
Gray cast iron (GG) .010-.017 .013-.021 .015-.023 .017-.025
Pearlitic /
16 martensitic 230-393
K 17 Ferritic 262-393 .008-.001
18 Nodular cast iron (GGG) Pearlitic 230-361 .008-.015 .011-.019 .013-.021 .015-.023
19 Malleable cast iron Ferritic 262-393
20 Pearlitic 230-361
229