
Page 66 - MILLING_CATALOG_INCH_2022_P361-P592
P. 66
DHUB
CUTTERS FOR ALUMINUM
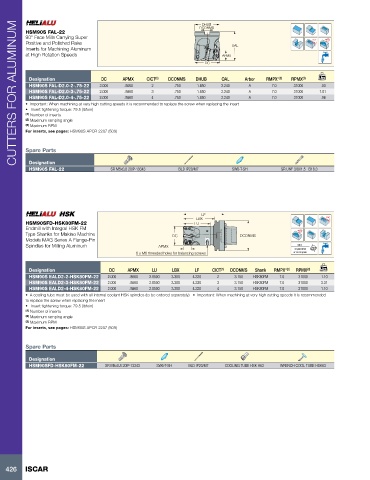
HSM90S FAL-22 DCONMS
90° Face Mills Carrying Super
Positive and Polished Rake OAL Rd°
Inserts for Machining Aluminum
at High Rotation Speeds APMX
DC
Designation DC APMX CICT (1) DCONMS DHUB OAL Arbor RMPX° (2) RPMX (3) Lbs
HSM90S FAL-D2.0-2-.75-22 2.000 .8660 2 .750 1.850 2.240 A 7.0 31000 .00
HSM90S FAL-D2.0-3-.75-22 2.000 .8660 3 .750 1.850 2.240 A 7.0 31000 1.01
HSM90S FAL-D2.0-4-.75-22 2.000 .8660 4 .750 1.850 2.240 A 7.0 31000 .96
• Important: When machining at very high cutting speeds it is recommended to replace the screw when replacing the insert
• Insert tightening torque: 79.5 (lbfxin)
(1) Number of inserts
(2) Maximum ramping angle
(3) Maximum RPM
For inserts, see pages: HSM90S APCR 2207 (509)
Spare Parts
Designation
HSM90S FAL-22 SR M5x0.8 20IP-13343 BLD IP20/M7 SW6-T-SH SR UNF 3/8X1.5 B18.3
LF Rd°
LBX
HSM90SFD-HSK80FM-22 LU
Endmill with Integral HSK FM
Type Shanks for Makino Machine DC DCONMS
Models MAG Series A Flange-Pin
Spindles for Milling Aluminum APMX G2.5
31,000 RPM
6 x M6 threaded holes for balancing screws or U<1.0 gmm
Designation DC APMX LU LBX LF CICT (1) DCONMS Shank RMPX° (2) RPMX (3) Lbs
HSM90S EALD2-2-HSK80FM-22 2.000 .8660 2.8500 3.300 4.330 2 3.150 HSK80FM 7.0 31000 1.10
HSM90S EALD2-3-HSK80FM-22 2.000 .8660 2.8500 3.300 4.330 3 3.150 HSK80FM 7.0 31000 3.31
HSM90S EALD2-4-HSK80FM-22 2.000 .8660 2.8500 3.300 4.330 4 3.150 HSK80FM 7.0 31000 1.10
• A cooling tube must be used with all internal coolant HSK spindles (to be ordered separately) • Important: When machining at very high cutting speeds it is recommended
to replace the screw when replacing the insert
• Insert tightening torque: 79.5 (lbfxin)
(1) Number of inserts
(2) Maximum ramping angle
(3) Maximum RPM
For inserts, see pages: HSM90S APCR 2207 (509)
Spare Parts
Designation
HSM90SFD-HSK80FM-22 SR M5x0.8 20IP-13343 SW6-T-SH BLD IP20/M7 COOLING TUBE HSK A63 WRENCH COOL TUBE HSK63
426 ISCAR