
Page 55 - NEW_PRODUCT_CATALOG_2022
P. 55
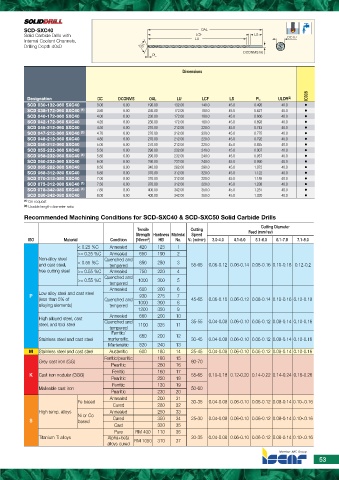
SCD-SXC40 OAL
Solid Carbide Drills with LCF LS DC h7
Internal Coolant Channels, LU
Drilling Depth 40xD 135
DCONMS h6
PL
Dimensions
IC908
Designation DC DCONMS OAL LU LCF LS PL ULDR (2)
SCD 030-132-060 SXC40 3.00 6.00 190.00 132.00 140.0 45.0 0.495 40.0 •
SCD 038-172-060 SXC40 (1) 3.80 6.00 230.00 172.00 180.0 45.0 0.627 40.0 •
SCD 040-172-060 SXC40 4.00 6.00 230.00 172.00 180.0 45.0 0.660 40.0 •
SCD 042-172-060 SXC40 4.20 6.00 230.00 172.00 180.0 45.0 0.693 40.0 •
SCD 045-212-060 SXC40 4.50 6.00 270.00 212.00 220.0 45.0 0.743 40.0 •
SCD 047-212-060 SXC40 (1) 4.70 6.00 270.00 212.00 220.0 45.0 0.775 40.0 •
SCD 048-212-060 SXC40 4.80 6.00 270.00 212.00 220.0 45.0 0.792 40.0 •
SCD 050-212-060 SXC40 5.00 6.00 270.00 212.00 220.0 45.0 0.825 40.0 •
SCD 055-232-060 SXC40 5.50 6.00 290.00 232.00 240.0 45.0 0.907 40.0 •
SCD 058-232-060 SXC40 (1) 5.80 6.00 290.00 232.00 240.0 45.0 0.957 40.0 •
SCD 060-232-060 SXC40 6.00 6.00 290.00 232.00 240.0 45.0 0.990 40.0 •
SCD 065-282-080 SXC40 6.50 8.00 340.00 282.00 290.0 45.0 1.072 40.0 •
SCD 068-312-080 SXC40 6.80 8.00 370.00 312.00 320.0 45.0 1.122 40.0 •
SCD 070-312-080 SXC40 7.00 8.00 370.00 312.00 320.0 45.0 1.155 40.0 •
SCD 075-312-080 SXC40 (1) 7.50 8.00 370.00 312.00 320.0 45.0 1.238 40.0 •
SCD 078-342-080 SXC40 (1) 7.80 8.00 400.00 342.00 350.0 45.0 1.287 40.0 •
SCD 080-342-080 SXC40 8.00 8.00 400.00 342.00 350.0 45.0 1.320 40.0 •
(1) On request
(2) Usable length diameter ratio
Recommended Machining Conditions for SCD-SXC40 & SCD-SXC50 Solid Carbide Drills
Cutting Diameter
Tensile Cutting
Strength Hardness Material Speed Feed (mm/rev)
ISO Material Condition [N/mm ] 2 HB No. Vc (m/min) 3.0-4.0 4.1-5.0 5.1-6.0 6.1-7.0 7.1-8.0
< 0.25 %C Annealed 420 125 1
>= 0.25 %C Annealed 650 190 2
Non-alloy steel Quenched and
and cast steel, < 0.55 %C tempered 850 250 3 55-65 0.06-0.12 0.06-0.14 0.08-0.16 0.10-0.18 0.12-0.2
free cutting steel >= 0.55 %C Annealed 750 220 4
Quenched and
>= 0.55 %C 1000 300 5
tempered
Annealed 600 200 6
P Low alloy steel and cast steel 930 275 7
(less than 5% of Quenched and 45-65 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16 0.12-0.18
alloying elements) tempered 1000 300 8
1200 350 9
High alloyed steel, cast Annealed 680 200 10 35-55 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16
steel, and tool steel Quenched and 1100 325 11
tempered
Ferritic/
Stainless steel and cast steel martensitic. 680 200 12 30-45 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16
Martensitic 820 240 13
M Stainless steel and cast steel Austenitic 600 180 14 25-45 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-0.16
Ferritic/pearlitic 180 15
Grey cast iron (GG) 60-70
Pearlitic 260 16
Ferritic 160 17
K Cast iron nodular (GGG) 55-65 0.10-0.18 0.12-0.20 0.14-0.22 0.14-0.24 0.16-0.26
Pearlitic 250 18
Ferritic 130 19
Malleable cast iron 50-60
Pearlitic 230 20
Annealed 200 31
Fe based 30-35 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-.0.16
Cured 280 32
High temp. alloys Annealed 250 33
Ni or Co
S based Cured 350 34 25-30 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-.0.16
Cast 320 35
Pure RM 400 110 36
Titanium Ti alloys Alpha+beta RM 1050 310 37 30-35 0.04-0.08 0.06-0.10 0.06-0.12 0.08-0.14 0.10-.0.16
alloys cured
53