
Page 73 - NEW_PRODUCT_CATALOG_2022
P. 73
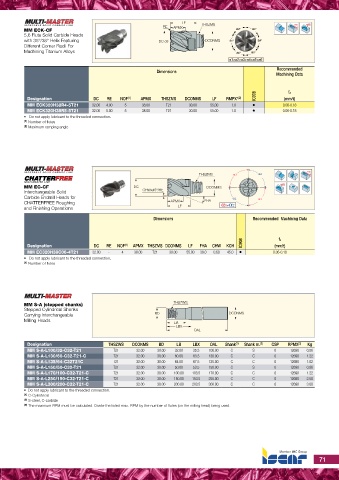
LF THSZMS Rd°
MM ECK-CF RE APMX a2° a3°
5,6 Flute Solid Carbide Heads
with 35°/38° Helix Featuring DC e8 DCONMS a1° a4°
Different Corner Radii For
Machining Titanium Alloys a6° a5°
a1≠a2≠a3≠a4≠a5≠a6
Dimensions Recommended
Machining Data
IC908 fz
Designation DC RE NOF (1) APMX THSZMS DCONMS LF RMPX° (2) (mm/t)
MM ECK320H38R4-5T21 32.00 4.00 5 38.00 T21 30.00 55.00 1.0 • 0.06-0.18
MM ECK320H38R5-5T21 32.00 5.00 5 38.00 T21 30.00 55.00 1.0 • 0.06-0.18
• Do not apply lubricant to the threaded connection.
(1) Number of flutes
(2) Maximum ramping angle
Rd°
THSZMS α1 α2
MM EC-CF DC DCONMS
Interchangeable Solid CHWx45°/RE
Carbide Endmill Heads for α2 α1
CHATTERFREE Roughing APMX FHA
and Finishing Operations LF
Dimensions Recommended Machining Data
IC908 fz
Designation DC RE NOF (1) APMX THSZMS DCONMS LF FHA CHW KCH (mm/t)
MM EC320H38C06-4T21 32.00 - 4 38.00 T21 30.00 55.00 38.0 0.60 45.0 • 0.06-0.18
• Do not apply lubricant to the threaded connection.
(1) Number of flutes
MM S-A (stepped shanks) THSZWS
Stepped Cylindrical Shanks
Carrying Interchangeable BD DCONMS
Milling Heads LB
LBX
OAL
Designation THSZWS DCONMS BD LB LBX OAL Shank (1) Shank m. (2) CSP RPMX (3) Kg
MM S-A-L100/32-C32-T21 T21 32.00 30.00 32.00 35.3 100.00 C S 0 12690 0.56
MM S-A-L130/60-C32-T21-C T21 32.00 30.00 60.00 63.3 130.00 C C 0 12690 1.22
MM S-A-L135/64-C32T21C T21 32.00 30.00 64.00 67.5 135.00 C C 0 12690 1.02
MM S-A-L150/50-C32-T21 T21 32.00 30.00 50.00 53.5 150.00 C S 0 12690 0.86
MM S-A-L170/100-C32-T21-C T21 32.00 30.00 100.00 103.5 170.00 C C 0 12690 1.22
MM S-A-L250/150-C32-T21-C T21 32.00 30.00 150.00 153.5 250.00 C C 0 12690 2.50
MM S-A-L300/200-C32-T21-C T21 32.00 30.00 200.00 203.5 300.00 C C 0 12690 3.00
• Do not apply lubricant to the threaded connection.
(1) C-Cylindrical
(2) S-steel, C-carbide
(3) The maximum RPM must be calculated. Divide the listed max. RPM by the number of flutes (on the milling head) being used.
71