
Page 106 - Turning_catalog_INCH_2022_45_P261-508
P. 106
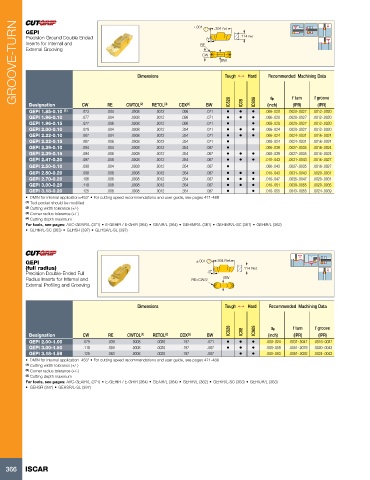
GROOVE-TURN GEPI Dimensions ±.001 RE CW 8° .394 Ref. Tough 1 Hard Recommended Machining Data
.114 Ref.
Precision Ground Double Ended
Inserts for Internal and
External Grooving
BW
f turn
f groove
ap
RE
Designation
CW
BW
(IPR)
(inch)
(IPR)
.098
GEPI 1.85-0.10 (1) .073 .004 CWTOL (2) RETOL (3) CDX (4) .071 • IC528 • IC08 • IC908 .006-.020 .0020-.0027 .0012-.0020
.0008
.0012
GEPI 1.96-0.10 .077 .004 .0008 .0012 .098 .071 • • • .006-.020 .0020-.0027 .0012-.0020
GEPI 1.96-0.15 .077 .006 .0008 .0012 .098 .071 • • .008-.020 .0020-.0027 .0012-.0020
GEPI 2.00-0.10 .079 .004 .0008 .0012 .354 .071 • • • .006-.024 .0020-.0027 .0012-.0020
GEPI 2.22-0.10 .087 .004 .0008 .0012 .354 .071 • • • .006-.024 .0024-.0031 .0016-.0024
GEPI 2.22-0.15 .087 .006 .0008 .0012 .354 .071 • .008-.024 .0024-.0031 .0016-.0024
GEPI 2.39-0.10 .094 .004 .0008 .0012 .354 .087 • .006-.039 .0027-.0035 .0016-.0024
GEPI 2.39-0.15 .094 .006 .0008 .0012 .354 .087 • • • .008-.039 .0027-.0035 .0016-.0024
GEPI 2.47-0.20 .097 .008 .0008 .0012 .354 .087 • • • .010-.043 .0031-.0043 .0016-.0027
GEPI 2.50-0.10 .098 .004 .0008 .0012 .354 .087 • .006-.043 .0027-.0035 .0016-.0027
GEPI 2.50-0.20 .098 .008 .0008 .0012 .354 .087 • • • .010-.043 .0031-.0043 .0020-.0031
GEPI 2.70-0.20 .106 .008 .0008 .0012 .354 .087 • • • .010-.047 .0035-.0047 .0020-.0031
GEPI 3.00-0.20 .118 .008 .0008 .0012 .354 .087 • • • .010-.051 .0039-.0055 .0020-.0035
GEPI 3.18-0.20 .125 .008 .0008 .0012 .354 .087 • • .010-.055 .0043-.0055 .0024-.0039
• DMIN for internal application=453" • For cutting speed recommendations and user guide, see pages 471-488
(1) Tool pocket should be modified
(2) Cutting width tolerance (+/-)
(3) Corner radius tolerance (+/-)
(4) Cutting depth maximum
For tools, see pages: AVC-GEAIR/L (371) • E-GEHIR / E-GHIR (364) • GEAIR/L (364) • GEHIMR/L (361) • GEHIMR/L-SC (361) • GEHIR/L (362)
• GEHIR/L-SC (363) • GEHSR (397) • GEHSR/L-SL (397)
GEPI ±.001 .394 Ref.
(full radius) .114 Ref.
Precision Double-Ended Full 8°
Radius Inserts for Internal and RE=CW/2 BW
External Profiling and Grooving
Dimensions Tough 1 Hard Recommended Machining Data
IC528 IC08 IC908 ap f turn f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) BW (inch) (IPR) (IPR)
GEPI 2.00-1.00 .079 .039 .0008 .0020 .197 .071 • • • .000-.024 .0031-.0047 .0016-.0027
GEPI 3.00-1.50 .118 .059 .0008 .0020 .197 .087 • • • .000-.059 .0051-.0079 .0020-.0043
GEPI 3.18-1.59 .125 .063 .0008 .0020 .197 .087 • • .000-.063 .0051-.0083 .0024-.0043
• DMIN for internal application=453" • For cutting speed recommendations and user guide, see pages 471-488
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: AVC-GEAIR/L (371) • E-GEHIR / E-GHIR (364) • GEAIR/L (364) • GEHIR/L (362) • GEHIR/L-SC (363) • GEHIUR/L (363)
• GEHSR (397) • GEHSR/L-SL (397)
366 ISCAR