
Page 97 - Turning_catalog_INCH_2022_45_P261-508
P. 97
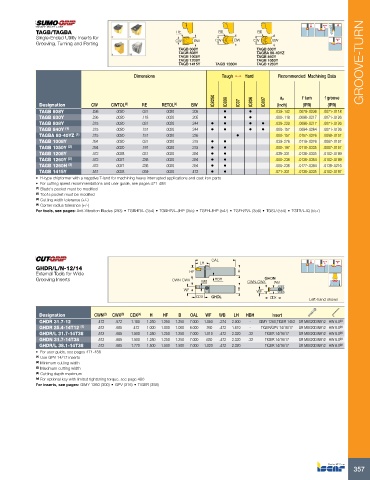
TAGB/TAGBA RE RE RE
Single-Ended Utility Inserts for
Grooving, Turning and Parting CW BW CW BW CW BW
TAGB 608Y TAGB 630Y
TAGB 808Y TAGBA 80-40YZ
TAGB 1008Y TAGB 840Y
TAGB 1208Y TAGB 1050Y
TAGB 1415Y TAGB 1260H TAGB 1260Y GROOVE-TURN
Dimensions Tough 1 Hard Recommended Machining Data
IC8250 IC808 IC806 IC807 ap f turn f groove
Designation CW CWTOL (3) RE RETOL (4) BW IC07 (inch) (IPR) (IPR)
TAGB 608Y .236 .0020 .031 .0020 .205 • • .039-.142 .0079-.0236 .0071-.0118
TAGB 630Y .236 .0020 .118 .0020 .205 • • .000-.118 .0098-.0217 .0071-.0126
TAGB 808Y .315 .0020 .031 .0020 .244 • • • • .039-.220 .0098-.0217 .0071-.0126
TAGB 840Y (1) .315 .0020 .157 .0020 .244 • • • • .000-.157 .0094-.0264 .0071-.0126
TAGBA 80-40YZ (1) .315 .0020 .157 .0020 .236 • .000-.157 .0157-.0276 .0098-.0157
TAGB 1008Y .394 .0020 .031 .0020 .315 • • .039-.276 .0118-.0276 .0087-.0157
TAGB 1050Y (2) .394 .0020 .197 .0020 .315 • • .000-.197 .0118-.0335 .0087-.0157
TAGB 1208Y .472 .0028 .031 .0020 .394 • • .039-.331 .0138-.0335 .0102-.0189
TAGB 1260Y (2) .472 .0027 .236 .0020 .394 • • .000-.236 .0138-.0354 .0102-.0189
TAGB 1260H (2) .472 .0027 .236 .0020 .394 • • .000-.236 .0177-.0394 .0138-.0216
TAGB 1415Y .551 .0028 .059 .0020 .472 • • .071-.331 .0138-.0335 .0102-.0197
• H-type chipformer with a negative T-land for machining heavy interrupted applications and cast iron parts
• For cutting speed recommendations and user guide, see pages 471-488
(1) Blade's pocket must be modified
(2) Tool's pocket must be modified
(3) Cutting width tolerance (+/-)
(4) Corner radius tolerance (+/-)
For tools, see pages: Anti-Vibration Blades (293) • TGBHR/L (354) • TGBHR/L-JHP (355) • TGFH-JHP (547) • TGFH/R/L (356) • TGSU (550) • TGTR/L-IQ (557)
LH OAL
GHDR/L/N-12/14
External Tools for Wide HF H
Grooving Inserts CWN-CWX WB HBH CWN-CWX GHDN WB
WF B WF
CDX GHDL CDX Left-hand shown
Designation CWN (2) CWX (3) CDX (4) H HF B OAL WF WB LH HBH Insert
GHDR 31.7-12 .472 .572 1.180 1.250 1.250 1.250 7.000 1.060 .374 2.000 - GIMY 1260,TIGER 1453 SR M8X20DIN912 HW 6.0 (a)
GHDR 25.4-14T12 (1) .512 .685 .472 1.000 1.000 1.000 6.000 .760 .472 1.610 - TIGER/GPV 14/16/17 SR M8X20DIN912 HW 6.0 (a)
GHDR/L 31.7-14T38 .512 .685 1.500 1.250 1.250 1.250 7.000 1.010 .472 2.320 .32 TIGER 14/16/17 SR M8X20DIN912 HW 6.0 (a)
GHDN 31.7-14T38 .512 .685 1.500 1.250 1.250 1.250 7.000 .630 .472 2.320 .32 TIGER 14/16/17 SR M8X20DIN912 HW 6.0 (a)
GHDR/L 38.1-14T38 .512 .685 1.770 1.500 1.500 1.500 7.000 1.020 .472 2.320 - TIGER 14/16/17 SR M8X20DIN912 HW 6.0 (a)
• For user guide, see pages 471-488
(1) Use GPV 14/17 inserts
(2) Minimum cutting width
(3) Maximum cutting width
(4) Cutting depth maximum
(a) For optional key with limited tightening torque, see page 480
For inserts, see pages: GIMY 1260 (300) • GPV (316) • TIGER (358)
357