
Page 80 - Turning_catalog_INCH_2022_45_P509-690
P. 80
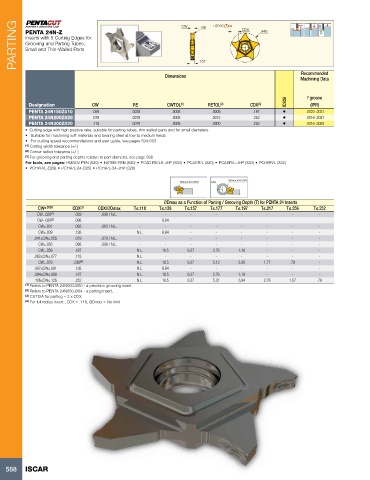
PARTING PENTA 24N-Z CW RE ±.0016 CDX .945
Inserts with 5 Cutting Edges for
Grooving and Parting Tubes,
Small and Thin-Walled Parts
Dimensions .157 Recommended
Machining Data
IC908 f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) (IPR)
PENTA 24N150Z010 .059 .0039 .0008 .0008 .197 • .0020-.0031
PENTA 24N200Z020 .079 .0079 .0008 .0012 .252 • .0016-.0047
PENTA 24N300Z020 .118 .0079 .0008 .0000 .252 • .0016-.0063
• Cutting edge with high positive rake, suitable for parting tubes, thin walled parts and for small diameters
• Suitable for machining soft materials and bearing steel at low to medium feeds
• For cutting speed recommendations and user guide, see pages 594-603
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) For grooving and parting depths relative to part diameter, see page 588
For tools, see pages: HMSDV PEN (530) • HSTBS-PEN (530) • PCAD RE/LE-JHP (553) • PCADR/L (330) • PCADR/L-JHP (330) • PCHBR/L (332)
• PCHPR/L (329) • PCHR/L-24 (325) • PCHR/L-24-JHP (326)
ØDmax (CUTDIA)
ØDmax (CUTDIA) CDX
ØDmax as a Function of Parting / Grooving Depth (T) for PENTA 24 Inserts
CW ±.0008 CDX (3) CDX/ØDmax T≤.118 T≤.138 T≤.157 T≤.177 T≤.197 T≤.217 T≤.256 T≤.252
CW=.020 (1) .039 .039 / N.L. - - - - - - - -
CW=.020 (2) .098 9.84
CW=.031 .063 .063 / N.L. - - - - - - - -
CW=.039 .138 N.L. 9.84 - - - - - -
.041≤CW≤.055 .079 .079 / N.L. - - - - - - - -
CW=.058 .098 .098 / N.L. - - - - - - - -
CW=.059 .197 N.L. 18.5 8.27 2.76 1.18 - - -
.062≤CW≤.077 .118 N.L. - - - - - - -
CW=.079 .236 (4) N.L. 18.5 8.27 5.12 2.95 1.77 .79 -
.087≤CW≤.091 .138 N.L. 9.84 - - - - - -
.094≤CW≤.098 .197 N.L. 18.5 8.27 2.76 1.18 - - -
.106≤CW≤.125 .252 N.L. 18.5 8.27 5.31 3.94 2.76 1.57 .79
(1) Refers to PENTA 24N050J000 - a precision grooving insert.
(2) Refers to PENTA 24N050J004 - a parting insert.
(3) CUTDIA for parting = 2 x CDX
For full radius insert , CDX = .118, ØDmax = No limit
(4)
588 ISCAR