
Page 104 - HOLEMAKING_catalog_JP_2022
P. 104
ユーザーガイド
刃先交換式穴あけ工具
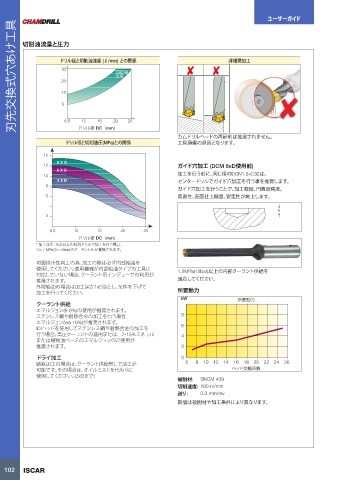
切削油流量と圧力
ドリル径と切削油流量 (ℓ/min) との関係 非推奨加工
30
切削油
流量
20
10
5
6.8 12 16 20 25
ドリル径 DC(mm)
カムドリルヘッドの再研削は推奨されません。
ドリル径と切削油圧(MPa)との関係 工具損傷の原因となります。
15
12 8 X D ガイド穴加工 (DCM 8xD使用前)
5 X D
10 加工を行う前に、同じ径のDCN1.5×D又は、
3 X D センタードリルでガイド穴加工を行う事を推奨します。
8
ガイド穴加工を行うことで、加工精度、円筒度精度、
5 真直性、表面仕上精度、安定性が向上します。
5
3
6.8 12 16 20 25
ドリル径 DC(mm)
* 加工深さ:8xD以上の特殊ドリルで加工を行う場合、
1.5-7 MPa(15-70bar)のクーラント圧が推奨されます。
切屑排出性向上の為、加工の際は必ず内部給油を
使用してください。使用機械が内部給油タイプの工具に 1.5MPa(15bar)以上の内部クーラント供給を
対応していない場合、クーラント用インデューサの利用が
推奨されます。 適応してください。
外部給油の場合は加工深さ1xD迄とし、条件を下げて
加工を行ってください。 所要動力
kW 所要動力
クーラント供給
エマルジョン(6-8%)の使用が推奨されます。
ステンレス鋼や耐熱合金の加工を行う場合、 8
エマルジョン(wa 10%)が推奨されます。 6
IDIヘッドを使用してステンレス鋼や耐熱合金の加工を
行う場合、高圧クーラントの適用または、7-15%ミネラル 4
または植物油ベースのエマルジョンのご使用が
推奨されます。 2
ドライ加工 0
鋳鉄加工の場合は、クーラント供給無しで加工が 6 8 10 12 14 16 18 20 22 24 26
可能です。その場合は、オイルミストを代わりに ヘッド交換回数
使用してください。(2xDまで)
被削材: SNCM 439
切削速度: 100 m/min
送り: 0.2 mm/rev
数値は被削材や加工条件により異なります。
102 ISCAR
13/09/2022 09:59:39
HOLE MAKING CATALOG_jp.indb 102
HOLE MAKING CATALOG_jp.indb 102 13/09/2022 09:59:39