
Page 319 - HOLEMAKING_catalog_JP_2022
P. 319
ユーザーガイド
ーマー工具
バヨ・Tリーマーシリーズは、5種類のヘッドサイズをレパートリー
注意:切削工具は使用中に破損する可能性があります。 b
作業中に負傷しない様に保護めがね、保護手袋、安全カバー a
等を着用し、安全な環境下で作業してください。
組立説明 (BN5-BN9) β¡
γ¡
初回使用時の取り扱いについて
• ホルダーポケット部を洗浄してください。 (図1) 高精度リ
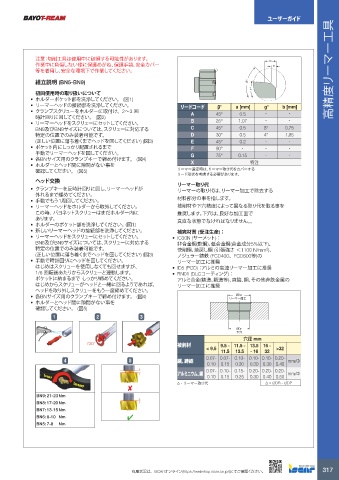
• リーマーヘッドの接続部を洗浄してください。 リードコード β° a [mm] g° b [mm]
• クランプスクリューをホルダーに取付け、2~3 回 A 45° 0.5 ־ ־
時計回りに回してください。 (図2)
• リーマーヘッドをスクリューにセットしてください。 B 25° 1.07 ־ ־
BN8及びBN9サイズについては、スクリューに対応する C 45° 0.5 8° 0.75
特定の位置でのみ装着可能です。 D 30° 0.5 4° 1.85
(正しい位置に落ち着くまでヘッドを回してください) (図3) E 45° 0.2 ־ ־
• ポケット内にしっかり配置されるまで F 90° ־ ־ ־
手動でリーマーヘッドを回してください。 G 75° 0.15 ־ ־
• 各BNサイズ用のクランプキーで締め付けます。 (図4)
• ホルダーとヘッド間に隙間がない事を X 特注
確認してください。 (図5) リーマー選定時は、リーマー取り代をカバーする
リード形状を考慮する必要があります。
ヘッド交換
リーマー取り代
• クランプキーを反時計回りに回し、リーマーヘッドが リーマーの取り代は、リーマー加工で除去する
外れるまで緩めてください。
• 手動でもう1周回してください。 材料部分の事を指します。
• リーマーヘッドをホルダーから取外してください。 被削材や下穴精度によって異なる取り代を取る事を
この時、バヨネットスクリューはまだホルダー内に 推奨します。下穴は、良好な加工面で
あります。 真直な状態でなければなりません。。
• ホルダーのポケット部を洗浄してください。(図1)
• 新しいリーマーヘッドの接続部を洗浄してください。 補完材質 (受注生産):
• リーマーヘッドをスクリューにセットしてください。 • IC30N (サーメット):
BN8及びBN9サイズについては、スクリューに対応する 非合金鋼(軟鋼)、低合金鋼(合金成分5%以下)、
特定の位置でのみ装着可能です。 快削鋼、焼戻し鋼 (引張強さ <1100 N/mm )、
2
(正しい位置に落ち着くまでヘッドを回してください) (図3) ノジュラー鋳鉄 (FCD400、FCD600等)の
• 手動で時計回りにヘッドを回してください。 リーマー加工に推奨
はじめはスクリューを使用しなくても回せますが、 • ID5 (PCD):アルミの高速リーマー加工に推奨
1/6 回転後あたりからスクリューと連動します。 • RN01 (DLCコーティング):
ポケットに納まるまで しっかり締めてください。 アルミ合金(鋳造、鍛造等)、真鍮、銅、その他非鉄金属の
はじめからスクリューがヘッドと一緒に回るようであれば、 リーマー加工に推奨
ヘッドを取り外しスクリューをもう一度締めてください。
ØDR
• 各BNサイズ用のクランプキーで締め付けます。 (図4) リーマー加工
• ホルダーとヘッド間に隙間がない事を
確認してください。 (図5)
1 2 3
ØDP
下穴
穴径 mm
被削材 9.5 - 11.5 - 13.5 16 -
< 9.5 >32
11.5 13.5 - 16 32
4 5 鋼、鋳鉄 0.07- 0.07- 0.10- 0.10- 0.10- 0.20- mm/Φ
0.10 0.15 0.20 0.30 0.30 0.40
0.07- 0.10- 0.15- 0.20- 0.20- 0.20-
アルミニウム、銅 mm/Φ
0.10 0.15 0.25 0.30 0.40 0.50
Δ - リーマー取り代 Δ = ∅DR - ∅DP
BN9: 21-23Nm
BN8: 17-20Nm
BN7: 13-15Nm
BN6: 8-10 Nm
BN5: 7-8 Nm
在庫状況は、ISCARオンライン(https://webshop.iscar.co.jp/)にてご確認ください。 317
HOLE MAKING CATALOG_jp.indb 317 13/09/2022 10:03:46
13/09/2022 10:03:46
HOLE MAKING CATALOG_jp.indb 317