
Page 320 - HOLEMAKING_catalog_JP_2022
P. 320
ユーザーガイド
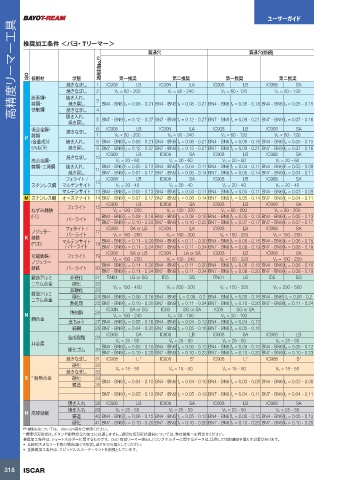
ーマー工具 推奨加工条件 <バヨ・Tリーマー> 貫通穴 貫通穴(断続)
被削材No. (1)
高精度リ ISO 被削材 焼きなまし 1 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15
第一推奨
第二推奨
第一推奨
第二推奨
状態
IC908
IC908
LA
IC30N
LB
IC908
SA
LB
Vc = 60 - 120
焼きなまし
Vc = 90 - 240
2
Vc = 80 - 200
Vc = 60 - 120
焼き入れ、
炭素鋼・
3
焼き戻し
鋳鋼・
快削鋼
4
焼きなまし
焼き入れ、
焼き戻し 5 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.09 - 0.21 BN7 - BN9 fz = 0.07 - 0.16
低合金鋼・ 焼きなまし 6 IC908 LB IC30N LA IC908 LB IC908 SA
P 鋳鋼 7 Vc = 80 - 200 Vc = 90 - 240 Vc = 60 - 120 Vc = 60 - 120
(合金成分 焼き入れ、 8 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.08 - 0.21 BN4 - BN6 fz = 0.06 - 0.18 BN4 - BN6 fz = 0.05 - 0.15
5%以下) 焼き戻し 9 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.12 - 0.27 BN7 - BN9 fz = 0.09 - 0.21 BN7 - BN9 fz = 0.07 - 0.16
IC908 LB IC908 SA IC908 LB IC908 SA
焼きなまし 10
高合金鋼・ Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60 Vc = 20 - 60
鋳鋼・工具鋼 焼き入れ、 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.03 - 0.09
焼き戻し 11 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.06 - 0.14 BN7 - BN9 fz = 0.05 - 0.14 BN7 - BN9 fz = 0.04 - 0.11
フェライト / 12 IC908 LB IC908 SA IC908 LB IC908 SA
ステンレス鋼 マルテンサイト Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40 Vc = 20 - 40
マルテンサイト 13 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.04 - 0.11 BN4 - BN6 fz = 0.03 - 0.09
M ステンレス鋼 オーステナイト 14 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.06 - 0.14 BN7 - BN9 fz = 0.05 - 0.14 BN7 - BN9 fz = 0.04 - 0.11
IC908 LB IC908 SA IC908 LB IC908 SA
フェライト 15
ねずみ鋳鉄 Vc = 120 - 220 Vc = 120 - 220 Vc = 80 - 200 Vc = 80 - 200
(FC) BN4 - BN6 fz = 0.08 - 0.18 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.05 - 0.13
パーライト 16
BN7 - BN9 fz = 0.10 - 0.24 BN7 - BN9 fz = 0.10 - 0.22 BN7 - BN9 fz = 0.07 - 0.17 BN7 - BN9 fz = 0.07 - 0.17
ノジュラー フェライト / 17 IC908 SA or LB IC30N LA IC908 LB IC908 SA
K 鋳鉄 パーライト Vc = 160 - 280 Vc = 160 - 300 Vc = 150 - 250 Vc = 150 - 250
(FCD) マルテンサイト 18 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.06 - 0.15
/ パーライト BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.08 - 0.19 BN7 - BN9 fz = 0.08 - 0.19
IC908 SA or LB IC30N LA or SA IC908 LB IC908 SA
可鍛鋳鉄・ フェライト 19 Vc = 100 - 220 Vc = 100 - 240 Vc = 100 - 220 Vc = 100 - 220
ノジュラー BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.11 - 0.20 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.06 - 0.15
鋳鉄 パーライト 20
BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.08 - 0.20 BN7 - BN9 fz = 0.08 - 0.19
鍛造アルミ 非硬化 21 RN01 LG or SG ID5 SG RN01 LG ID5 SG
ニウム合金 硬化 22
非硬化 23 Vc = 150 - 400 Vc = 200 - 500 Vc = 150 - 350 Vc = 200 - 500
鋳造アルミ
ニウム合金 硬化 24 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2 BN4 - BN6 fz = 0.08 - 0.16 BN4 - BN6 fz = 0.08 - 0.2
熱処理 25 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.11 - 0.24
IC30N SA or SG IC08 SG or SA IC08 SG or SA
N 快削銅 26 Vc = 180 - 240 Vc = 30 - 100 Vc = 30 - 100
銅合金
真ちゅう 27 BN4 - BN6 fz = 0.05 - 0.16 BN4 - BN6 fz = 0.04 - 0.13 BN4 - BN6 fz = 0.04 - 0.13
純銅 28 BN7 - BN9 fz = 0.04 - 0.20 BN7 - BN9 fz = 0.05 - 0.16 BN7 - BN9 fz = 0.05 - 0.16
IC908 SA IC908 LB IC908 SA IC908 LB
合成樹脂 29 Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80 Vc = 25 - 80
非金属 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12 BN4 - BN6 fz = 0.05 - 0.10 BN4 - BN6 fz = 0.05 - 0.12
硬化ゴム 30
BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.23
焼きなまし 31 IC908 L * IC908 S* IC908 L* IC908 S*
硬化 32
焼きなまし 33 Vc = 15 - 50 Vc = 15 - 50 Vc = 15 - 50 Vc = 15 - 50
S * 耐熱合金 硬化 34 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.04 - 0.10 BN4 - BN6 fz = 0.03 - 0.08 BN4 - BN6 fz = 0.03 - 0.08
鋳造 35
BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.05 - 0.13 BN7 - BN9 fz = 0.04 - 0.11 BN7 - BN9 fz = 0.04 - 0.11
焼き入れ 38 IC908 LB IC908 SA IC908 LB IC908 SA
H 高硬度鋼 焼き入れ 39 Vc = 25 - 50 Vc = 25 - 50 Vc = 25 - 50 Vc = 25 - 50
鋳造 40 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.05 - 0.13 BN4 - BN6 fz = 0.06 - 0.15 BN4 - BN6 fz = 0.05 - 0.13
硬化 41 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20 BN7 - BN9 fz = 0.10 - 0.20
(1) 被削材については、495-524頁をご参照ください。
* 標準切刃形状は、チタンや耐熱合金の加工には適しません。適切な切刃形状選択については、弊社営業へお問合せください。
推奨加工条件は、ショートホルダーに関するものです。(3xD 有効リーマー突出し) ロングホルダーに関するデータは、比例して切削速度を落とす必要があります。
• 比較的大きなリード角の場合(座ぐり形状)、送りを30%落としてください。
• 全推奨加工条件は、スピンドルスルークーラントを前提としています。
318 ISCAR
13/09/2022 10:03:48
HOLE MAKING CATALOG_jp.indb 318
HOLE MAKING CATALOG_jp.indb 318 13/09/2022 10:03:48