
Page 322 - HOLEMAKING_catalog_JP_2022
P. 322
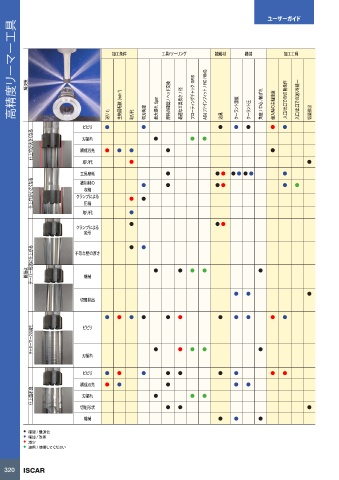
ユーザーガイド
ーマー工具 加工条件 工具/ツーリング 被削材 機械 加工工程
高精度リ 解決策 主軸回転数 (min -1 ) 切刃角度 最大振れ 5µm 摩耗の確認 / ヘッド交換 最適な工具長さ / 径 フローティ ングチャ ック GFIS ADJフ ァインフ ィ ット / RC RING クーラント濃度 クーラント圧 角度 / 中心 /軸ずれ 侵入時の主軸速度 入口/出口での切 削条件 入口/出口での送りを統一 切屑排出
治具
ビビり • 送り fz 取り代 • • • • • •
仕上穴が大きく なる 構成刃先 • • • • • • • •
刃振れ
取り代 • •
• •• •••• •
工具摩耗
仕上穴が小さく なる クランプによる • • • •• • •
•
被削材の
収縮
圧縮
取り代 •
• ••
クランプによる
変形 • •
テーパー形状に仕上がる 不等な壁の厚さ
問題点 機械 • • • • •
• • •
切屑排出
• • • • • • • • • • •
チャターマークの発生 ビビり
刃振れ • • • • •
• • • • • • • • •
ビビり
構成刃先 • • • • •
仕上面不良 刃振れ • • •
切削形状 • • •
• • •
機械
• 確認 / 最適化
• 増加 / 改善
• 減少
• 適用 / 使用してください
320 ISCAR
13/09/2022 10:03:54
HOLE MAKING CATALOG_jp.indb 320
HOLE MAKING CATALOG_jp.indb 320 13/09/2022 10:03:54