
Page 144 - Aluminum_Machining_catalog_2023
P. 144
60°
ITS BORE INDEXABLE INSERTS
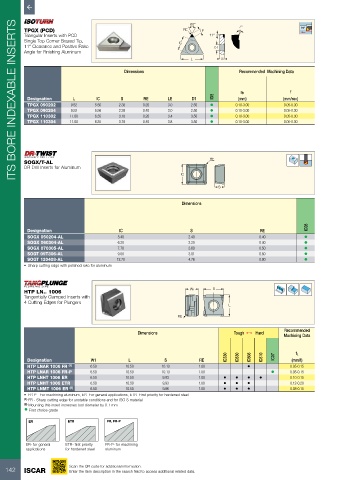
TPGX (PCD) RE LE 7° 91º
Triangular Inserts with PCD 11°
Single Top Corner Brazed Tip, IC
11° Clearance and Positive Rake D1
Angle for Finishing Aluminum
L S
Dimensions Recommended Machining Data
ap f
Designation L IC S RE LE D1 ID5 (mm) (mm/rev)
TPGX 090202 9.52 5.56 2.38 0.20 3.0 2.50 • 0.10-3.00 0.05-0.30
TPGX 090204 9.52 5.56 2.38 0.40 3.0 2.50 • 0.10-3.00 0.05-0.30
TPGX 110302 11.00 6.35 3.18 0.20 3.4 3.50 • 0.10-3.00 0.05-0.30
TPGX 110304 11.00 6.35 3.18 0.40 3.8 3.50 • 0.10-3.00 0.05-0.30
SOGX/T-AL RE
DR Drill Inserts for Aluminum
IC
S
Dimensions
Designation IC S RE IC08
SOGX 050204-AL 5.40 2.40 0.40 •
SOGX 060304-AL 6.20 3.20 0.40 •
SOGX 070305-AL 7.70 3.60 0.50 •
SOGT 09T306-AL 9.00 3.81 0.60 •
SOGT 120408-AL 12.70 4.76 0.80 •
• Sharp cutting edge with polished rake for aluminum
HTP LN.. 1006 W1 S
Tangentially Clamped Inserts with
4 Cutting Edges for Plungers
L
RE
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC830 IC808 IC810 IC07 fz
Designation W1 L S RE (mm/t)
HTP LNAR 1006 FR (1) 6.50 10.50 10.13 1.00 • 0.05-0.15
HTP LNAR 1006 FR-P 6.50 10.50 10.13 1.00 • 0.05-0.15
HTP LNHT 1006 ER 6.50 10.50 9.93 1.00 • • • • 0.10-0.15
HTP LNHT 1006 ETR 6.50 10.50 9.93 1.00 • • • 0.12-0.20
HTP LNMT 1006 ER (2) 6.50 10.50 9.96 1.00 • • • 0.08-0.15
• FR-P - For machining aluminum, ER- For general applications, ETR- First priority for hardened steel
(1) FR - Sharp cutting edge for unstable conditions and for ISO S material
(2) Mounting this insert increases tool diameter by 0.1 mm
• First choice grade
ER ETR FR, FR-P
ER- for general ETR- first priority FR-P- for machining
applications for hardened steel aluminum
142 ISCAR Scan the QR code for additional information.
Enter the item description in the search field to access additional related data.