
Page 20 - Aluminum_Machining_catalog_2023
P. 20
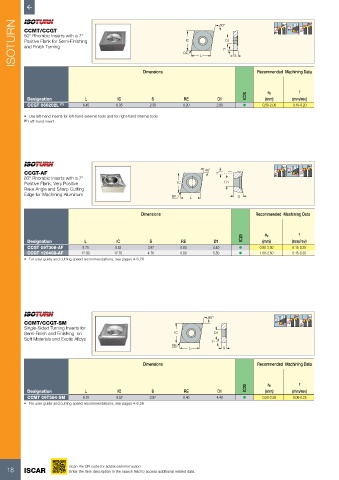
ISOTURN CCMT/CCGT RE IC L 80° 7° D1 S 95º 95º 95º 91° 99°
80° Rhombic Inserts with a 7°
Positive Flank for Semi-Finishing
and Finish Turning
Dimensions Recommended Machining Data
IC20 ap f
Designation L IC S RE D1 (mm) (mm/rev)
CCGT 060202L (1) 6.45 6.35 2.38 0.20 2.80 • 0.50-2.00 0.10-0.20
• Use left-hand inserts for left-hand external tools and for right-hand internal tools
(1) Left-hand insert
95º 99°
CCGT-AF 80˚ 7˚ 95º 91°
80° Rhombic Inserts with a 7° 95º
Positive Flank, Very Positive IC D1
Rake Angle and Sharp Cutting
Edge for Machining Aluminum RE L S
Dimensions Recommended Machining Data
f
ap
Designation L IC S RE D1 IC20 (mm) (mm/rev)
CCGT 09T308-AF 9.70 9.52 3.97 0.80 4.40 • 0.80-3.00 0.15-0.25
CCGT 120408-AF 12.90 12.70 4.76 0.80 5.50 • 1.00-3.50 0.15-0.30
• For user guide and cutting speed recommendations, see pages 4-6,26
80° 99° 95º
CCMT/CCGT-SM 95º 91°
Single-Sided Turning Inserts for 95º
Semi-Finish and Finishing on IC D1
Soft Materials and Exotic Alloys
7°
RE
L S
Dimensions Recommended Machining Data
IC20 ap f
Designation L IC S RE D1 (mm) (mm/rev)
CCMT 09T304-SM 9.70 9.52 3.97 0.40 4.40 • 0.50-2.50 0.06-0.25
• For user guide and cutting speed recommendations, see pages 4-6,26
18 ISCAR Scan the QR code for additional information.
Enter the item description in the search field to access additional related data.