
Page 37 - Aluminum_Machining_catalog_2023
P. 37
±0.025
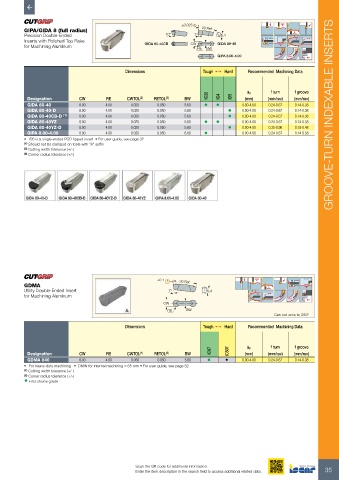
GIPA/GIDA 8 (full radius) 30 Ref.
Precision Double-Ended 10° 7° 6.4
Inserts with Polished Top Rake
for Machining Aluminum GIDA 80-40CB CW RE BW GIDA 80-40
GIPA 8.00-4.00
Dimensions Tough 1 Hard Recommended Machining Data
IC20 IC4 ID5 ap f turn f groove
Designation CW RE CWTOL (2) RETOL (3) BW (mm) (mm/rev) (mm/rev)
GIDA 80-40 8.00 4.00 0.020 0.050 5.60 • • 0.00-4.00 0.24-0.67 0.14-0.38
GIDA 80-40-D 8.00 4.00 0.020 0.050 5.60 • 0.00-4.00 0.24-0.67 0.14-0.38
GIDA 80-40CB-D (1) 8.00 4.00 0.020 0.050 5.60 • 0.00-4.00 0.24-0.67 0.14-0.38 GROOVE-TURN INDEXABLE INSERTS
GIDA 80-40YZ 8.00 4.00 0.020 0.050 5.60 • • 0.00-4.00 0.24-0.67 0.14-0.38
GIDA 80-40YZ-D 8.00 4.00 0.020 0.050 5.60 • 0.00-4.00 0.35-0.96 0.18-0.48
GIPA 8.00-4.00 8.00 4.00 0.020 0.050 6.00 • 0.00-4.00 0.24-0.67 0.14-0.38
• ID5 is a single-ended PCD tipped insert • For user guide, see page 32
(1) Should not be clamped on tools with "A" suffix
(2) Cutting width tolerance (+/-)
(3) Corner radius tolerance (+/-)
±0.1
GDMA 30 Ref.
Utility Double-Ended Insert 7° 6.4
for Machining Aluminum
CW
RE BW
Can cut arcs to 250°
Dimensions Tough 1 Hard Recommended Machining Data
f turn
f groove
ap
Designation CW RE CWTOL (1) RETOL (2) BW IC07 IC507 (mm) (mm/rev) (mm/rev)
GDMA 840 8.00 4.00 0.050 0.050 5.60 • • 0.00-4.00 0.24-0.67 0.14-0.38
• For heavy-duty machining • DMIN for internal machining = 65 mm • For user guide, see page 32
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
• First choice grade
Scan the QR code for additional information.
Enter the item description in the search field to access additional related data. 35