
Page 121 - HOLE MAKING CATALOG p001-148
P. 121
Machining Conditions USER GUIDE INDEXABLE DRILLS
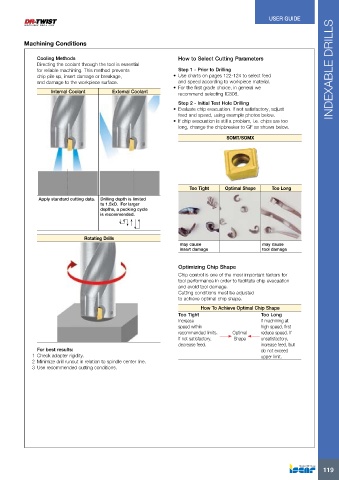
Cooling Methods How to Select Cutting Parameters
Directing the coolant through the tool is essential
for reliable machining. This method prevents Step 1 - Prior to Drilling
chip pile up, insert damage or breakage, • Use charts on pages 122-124 to select feed
and damage to the workpiece surface.
and speed according to workpiece material.
Internal Coolant External Coolant • For the first grade choice, in general we
recommend selecting IC808.
Step 2 - Initial Test Hole Drilling
• Evaluate chip evacuation. If not satisfactory, adjust
feed and speed, using example photos below.
• If chip evacuation is still a problem, i.e. chips are too
long, change the chipbreaker to GF as shown below.
SOMT/SOMX
Too Tight Optimal Shape Too Long
Apply standard cutting data. Drilling depth is limited
to 1.5xD. For larger
depths, a pecking cycle
is recommended.
Rotating Drills
may cause may cause
insert damage tool damage
Optimizing Chip Shape
Chip control is one of the most important factors for
tool performance in order to facilitate chip evacuation
and avoid tool damage.
Cutting conditions must be adjusted
to achieve optimal chip shape.
How To Achieve Optimal Chip Shape
Too Tight Too Long
Increase If machining at
speed within high speed, first
recommended limits. Optimal reduce speed. If
If not satisfactory, Shape unsatisfactory,
For best results: decrease feed. increase feed, but
1 Check adapter rigidity.
2 Minimize drill runout in relation to spindle center line. do not exceed
3 Use recommended cutting conditions.
upper limit.
119