
Page 125 - HOLE MAKING CATALOG p001-148
P. 125
USER GUIDE INDEXABLE DRILLS
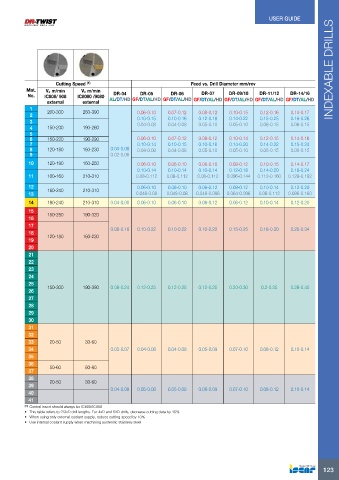
Cutting Speed (1) Feed vs. Drill Diameter mm/rev
Mat. Vc m/min Vc m/min DR-04 DR-05 DR-06 DR-07 DR-09/10 DR-11/12 DR-14/16
No. IC808/ 908 IC8080 /9080
AL/DT/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD GF/DT/AL/HD
external external
1 200-300 260-390 0.06-0.10 0.07-0.12 0.08-0.12 0.10-0.15 0.12-0.16 0.14-0.17
2 0.10-0.15 0.10-0.16 0.12-0.18 0.14-0.22 0.15-0.25 0.16-0.26
190-260 0.04-0.08 0.04-0.08 0.05-0.10 0.05-0.10 0.08-0.15 0.08-0.15
3 190-290
4 150-200 160-230 0.07-0.12 0.08-0.12 0.10-0.14 0.12-0.15 0.14-0.16
5 0.10-0.15 0.10-0.16 0.14-0.20 0.14-0.22 0.15-0.24
6 150-220 0.04-0.08 0.06-0.10 0.04-0.08 0.05-0.10 0.05-0.10 0.08-0.15 0.08-0.15
7 0.02-0.06 0.10-0.14
8 120-180 0.04-0.08
9
10 120-190 160-250 0.06-0.10 0.06-0.10 0.06-0.10 0.08-0.12 0.10-0.15 0.14-0.17
11 100-160 210-310 0.10-0.14 0.10-0.14 0.10-0.14 0.12-0.18 0.14-0.20 0.16-0.24
0.08-0.112 0.08-0.112 0.08-0.112 0.096-0.144 0.112-0.160 0.128-0.192
12 160-240 210-310 0.06-0.10 0.06-0.10 0.06-0.12 0.08-0.12 0.10-0.14 0.12-0.20
13 0.048-0.08 0.048-0.08 0.048-0.096 0.064-0.096 0.08-0.112 0.096-0.160
0.10-0.14 0.12-0.20
14 160-240 210-310 0.04-0.08 0.06-0.10 0.06-0.10 0.06-0.12 0.08-0.12 0.18-0.30
0.20-0.34
15 150-250 190-320 0.2-0.35
16 0.28-0.45
0.08-0.12
17 0.08-0.16 0.10-0.22 0.10-0.22 0.10-0.22 0.15-0.25 0.10-0.14
0.08-0.12
18 120-180 160-230 0.10-0.14
19
20
21
22
23
24
25 150-300 190-390 0.08-0.24 0.12-0.25 0.12-0.25 0.12-0.25 0.20-0.30
26
27
28
29
30
31
32
33 20-50 30-60
34 0.03-0.07 0.04-0.08 0.04-0.08 0.05-0.09 0.07-0.10
35
36 50-60 60-80
37
38 20-50 30-60
39
0.04-0.08 0.05-0.08 0.05-0.08 0.06-0.09 0.07-0.10
40
41
(1) Central insert should always be IC808/IC908
• This table refers to 2/3xD drill lengths. For 4xD and 5XD drills, decrease cutting data by 15%
• When using only external coolant supply, reduce cutting speed by 10%
• Use internal coolant supply when machining austenitic stainless steel
123