
Page 123 - HOLE MAKING CATALOG p001-148
P. 123
USER GUIDE INDEXABLE DRILLS
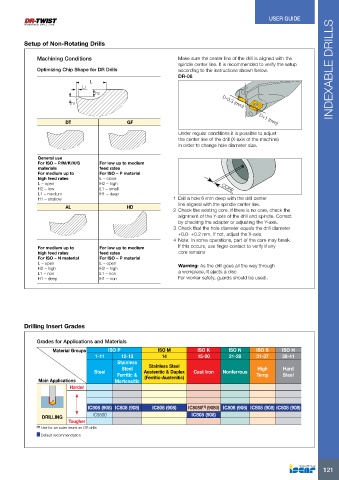
Setup of Non-Rotating Drills Make sure the center line of the drill is aligned with the
spindle center line. It is recommended to verify the setup
Machining Conditions according to the instructions shown below.
Optimizing Chip Shape for DR Drills
DR-06
L
L1 D-0.3 (mm)
h2 D+1 (mm)
h1
DT GF
Under regular conditions it is possible to adjust
the center line of the drill (X-axis of the machine)
in order to change hole diameter size.
General use For low up to medium CORE
For ISO – P/M/K/H/S feed rates
materials For ISO – P material 1 Drill a hole 6 mm deep with the drill center
For medium up to L – close line aligned with the spindle center line.
high feed rates H2 – high
L – open L1 – small 2 Check the existing core. If there is no core, check the
H2 – low H1 – deep alignment of the Y-axis of the drill and spindle. Correct
L1 – medium by checking the adapter or adjusting the Y-axis.
H1 – shallow HD
3 Check that the hole diameter equals the drill diameter
AL +0.0- +0.2 mm. If not, adjust the X-axis.
For medium up to For low up to medium 4 Note: In some operations, part of the core may break.
high feed rates feed rates If this occurs, use finger contact to verify if any
For ISO – N material For ISO – P material core remains
L – open L – open
H2 – high H2 – high Warning: As the drill goes all the way through
L1 – non L1 – non a workpiece, it ejects a disc.
H1 – deep H1 – non For worker safety, guards should be used..
Drilling Insert Grades
Grades for Applications and Materials
Material Groups ISO P ISO M ISO K ISO N ISO S ISO H
14 15-20 21-28 31-37 38-41
Main Applications 1-11 12-13
Harder Stainless Stainless Steel Cast Iron Nonferrous High Hard
Austenitic & Duplex Temp Steel
Steel Steel (Ferritic-Austenitic)
Ferritic &
Martensitic
IC808 (908) IC808 (908) IC808 (908) IC8080(1) (9080) IC808 (908) IC808 (908) IC808 (908)
IC808 (908)
DRILLING IC5500
Tougher
(1) Use for an outer insert on DR drills
Default recommendation
121