
Page 223 - MILLING CATALOG p319-550
P. 223
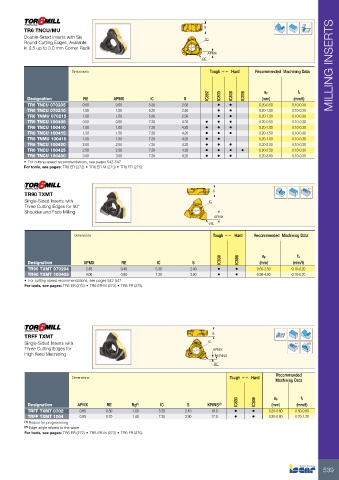
TR6 TNCU/MU S IC882
Double-Sided Inserts with Six IC IC830
Round Cutting Edges, Available IC808
in 0.5 up to 3.0 mm Corner Radii APMX IC908
RE
Dimensions MILLING INSERTS
Tough 1 Hard Recommended Machining Data
ap fz
Designation RE APMX IC S (mm) (mm/t)
5.30 •• 0.10-0.30
TR6 TNCU 070205 0.50 0.50 5.30 2.50 •• 0.20-0.50 0.10-0.30
TR6 TNCU 070210 1.00 1.00 5.30 0.10-0.30
TR6 TNMU 070215 1.50 1.50 7.30 2.50 •• 0.20-1.00 0.10-0.30
TR6 TNCU 100405 0.50 0.50 7.30 0.10-0.30
TR6 TNCU 100410 1.00 1.00 7.30 2.50 0.20-1.50 0.10-0.30
TR6 TNCU 100415 1.50 1.50 7.30 4.20 • • • 0.10-0.30
1.50 1.50 7.30 4.20 • • • 0.20-0.50 0.10-0.30
TR6 TNMU 100415 2.00 2.00 7.30 0.10-0.30
2.50 2.50 7.30 4.20 • • • 0.20-1.00 0.10-0.30
TR6 TNCU 100420 3.00 3.00
TR6 TNCU 100425 4.20 • • 0.20-1.50
TR6 TNCU 100430
4.20 • • • 0.20-1.50
•••• 0.20-2.00
4.20 0.20-2.50
4.20 • • •
0.20-3.00
• For cutting speed recommendations, see pages 542-547
For tools, see pages: TR6 ER (272) • TR6 ER-M (273) • TR6 FR (275)
S Rd°
IC
TR90 TXMT
Single-Sided Inserts with APMX Recommended Machining Data
Three Cutting Edges for 90° RE
Shoulder and Face Milling
Tough 1 Hard
Dimensions
IC830 ap fz
IC808
Designation APMX RE IC S (mm) (mm/t)
5.30 ••
TR90 TXMT 070204 2.50 0.40 7.30 2.40 •• 0.50-2.50 0.10-0.20
TR90 TXMT 100408 4.00 0.80
3.90 0.90-4.00 0.10-0.20
• For cutting speed recommendations, see pages 542-547
For tools, see pages: TR6 ER (272) • TR6 ER-M (273) • TR6 FR (275)
TRFF TXMT S Rd°
Single-Sided Inserts with IC
Three Cutting Edges for Recommended
High Feed Machining APMX Machining Data
KRINS
Dimensions
RE
Tough 1 Hard
IC830 ap fz
IC808
Designation APMX RE Rg(1) IC S KRINS(2) (mm) (mm/t)
5.30 • •
TRFF TXMT 0702 0.60 0.50 1.00 7.30 2.40 18.0 • • 0.20-0.60 0.50-0.80
TRFF TXMT 1004 0.80 0.70 1.40 3.90 17.0 0.20-0.80 0.70-1.20
(1) Radius for programming
(2) Edge angle related to the wiper
For tools, see pages: TR6 ER (272) • TR6 ER-M (273) • TR6 FR (275)
539